6 p a ra metr i di la v o ra zione – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 600
600
7.
6 P
a
ra
metr
i di la
v
o
ra
zione
Finitura – tolleranze utensile
I movimenti avvicinamento e allontanamento vengono eseguiti in
rapido (G0).
Finitura – analisi di lavorazione
Avvicinamento e allontanamento
Avvicinamento finitura esterna [ANFA]
Avvicinamento finitura interna [ANFI]
Allontanamento finitura esterna [ABFA]
Allontanamento finitura interna [ABFI]
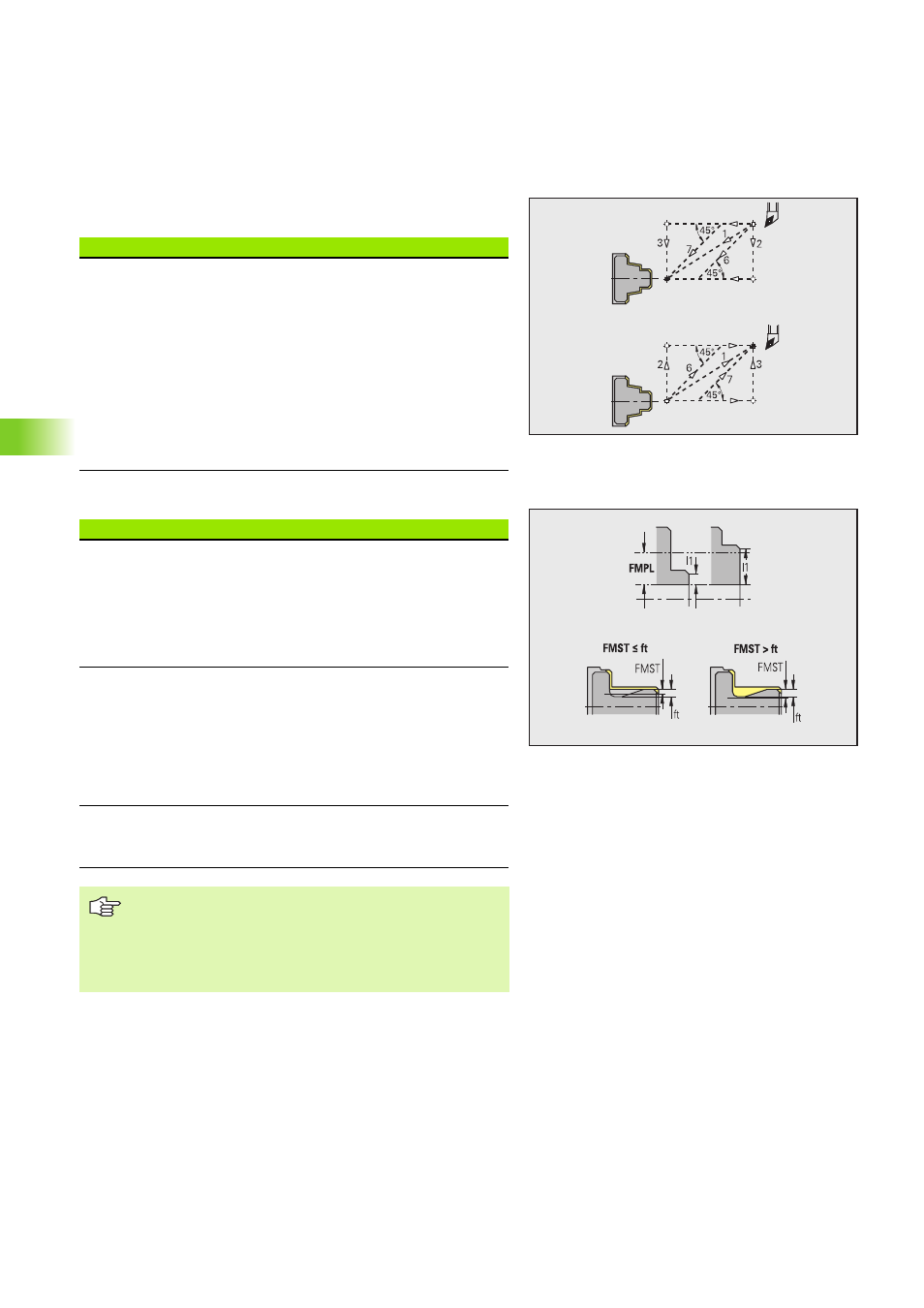
Strategia di avvicinamento/allontanamento:
1: direzione X e Z contemporaneamente
2: prima in direzione X, poi Z
3: prima in direzione Z, poi X
6: inseguimento, direzione X prima di Z
7: inseguimento, direzione Z prima di X
Analisi di lavorazione
Lunghezza radiale minima [FMPL]
TURN PLUS controlla l'elemento più anteriore del profilo
esterno da finire. Vale la seguente regola:
senza profilo interno: sempre con spianatura extra
con profilo interno – FMPL >= l1: senza spianatura extra
con profilo interno – FMPL <= l1: con spianatura extra
Profondità di finitura massima [FMST]
FMST definisce la profondità di penetrazione ammessa per
scarichi non lavorati. Il ciclo di finitura (G890) decide in base a
questo parametro se scarichi (forma E, F, G) vengono lavorati
nella lavorazione di finitura del profilo. Vale la seguente regola:
FMST > ft: con lavorazione scarico (ft: profondità scarico)
FMST <= ft: senza lavorazione scarico
Numero dei giri con smusso o arrotondamento [FMUR]
L'avanzamento viene ridotto in modo da eseguire almeno
FMUR giri (elaborazione: ciclo di finitura G890).
Per FMPL si applica la seguente regola:
La spianatura extra viene eseguita dall'esterno verso
l'interno.
Lo "scostamento angolo piano PWA" non ha alcun
effetto sull'analisi degli elementi radiali.