Finitura profilo g890 – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 228
228
4.20 Cicli di t
o
rn
it
ur
a r
if
e
ri
ti al pr
ofilo
Finitura profilo G890
L'istruzione G890 esegue la finitura dell'area del profilo descritta da
"NS, NE" compresi smussi/arrotondamenti in una passata di finitura. La
lavorazione avviene da "NS a NE".
Codici di omissione per gole e scarichi
Chiamata
G
Funzione
Codice D
G22
Gola anello di tenuta
512
G22
Gola anello di arresto
1.024
G23 H0
Gola in generale
256
G23 H1
tornitura automatica
2.048
G23 H4
Scarico Forma U
32.768
G23 H5
Scarico forma E
65.536
G23 H6
Scarico forma F
131.072
G23 H7
Scarico forma G
262.744
G23 H8
Scarico Forma H
524.288
G23 H9
Scarico Forma K
1.048.576
Aggiungere i codici per omettere più elementi.
K
1
2
H=
2
0
Q = 3
Z
Q=
1
X
Z
I
Ø
Parametri
NS
Numero di blocco iniziale (inizio della sezione del profilo)
NE
Numero di blocco finale (fine della sezione del profilo)
NE non programmato: l'elemento del profilo NS viene
lavorato nella direzione di definizione del profilo.
NS=NE programmato: l'elemento del profilo NS viene
lavorato in senso contrario alla direzione di definizione del
profilo.
E
Comportamento in entrata
E=0: senza lavorazione dei profili discendenti
E>0: avanzamento in entrata
Nessun inserimento: lavorazione profili discendenti con
avanzamento programmato
V
Identificativo inizio/fine (default: 0)
Uno smusso/arrotondamento viene lavorato:
V=0: a inizio e fine
V=1: all'inizio
V=2: alla fine
V=3: nessuna lavorazione
V=4: viene lavorato uno smusso/arrotondamento, non un
elemento fondamentale (presupposto: parte del profilo con
un elemento)
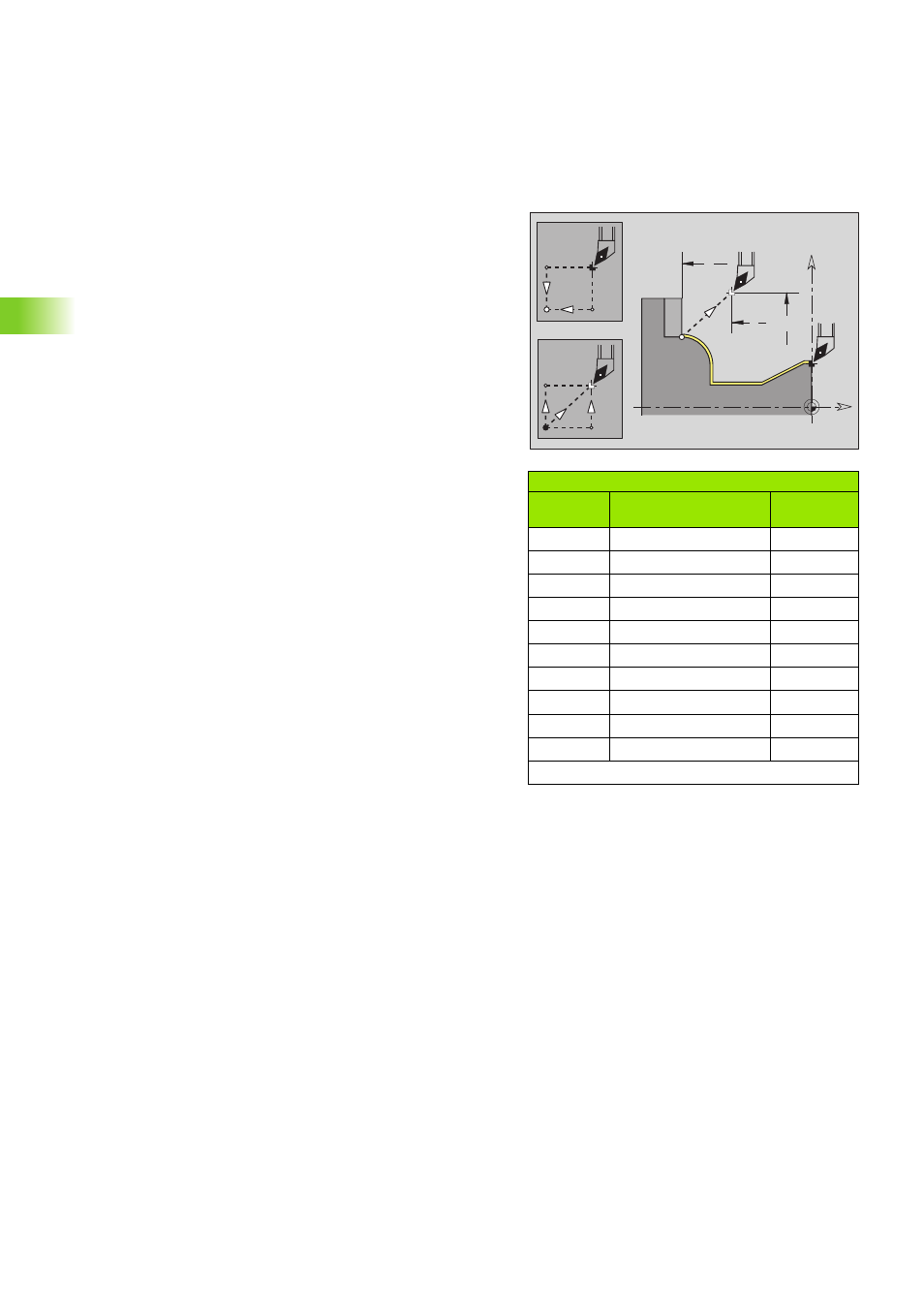
Q
Tipo di avvicinamento (default: 0)
Q=0: scelta automatica – il CNC PILOT controlla:
l'avvicinamento diagonale
prima in direzione X, poi Z
l'equidistanza rispetto all'ostacolo
non considerazione dei primi elementi di profilo se la
posizione di partenza non è accessibile
Q=1: prima in direzione X, poi Z
Q=2: prima in direzione Z, poi X
Q=3: senza avvicinamento – l'utensile è nelle vicinanze del
punto iniziale
Q=4: finitura residuo