27 cicli di fr esat ur a – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 263
HEIDENHAIN CNC PILOT 4290
263
4.27 Cicli di fr
esat
ur
a
G840 – Determinazione delle posizioni di preforatura
La "G840 A1 .." determina le posizioni di preforatura e le memorizza
sotto il riferimento indicato in "NF". Programmare solo i parametri
riportati nella tabella seguente.
Vedere anche:
G840 – Principi fondamentali: Pagina 262
G840 – Fresatura: Pagina 264
Parametri – Determinazione delle posizioni di preforatura
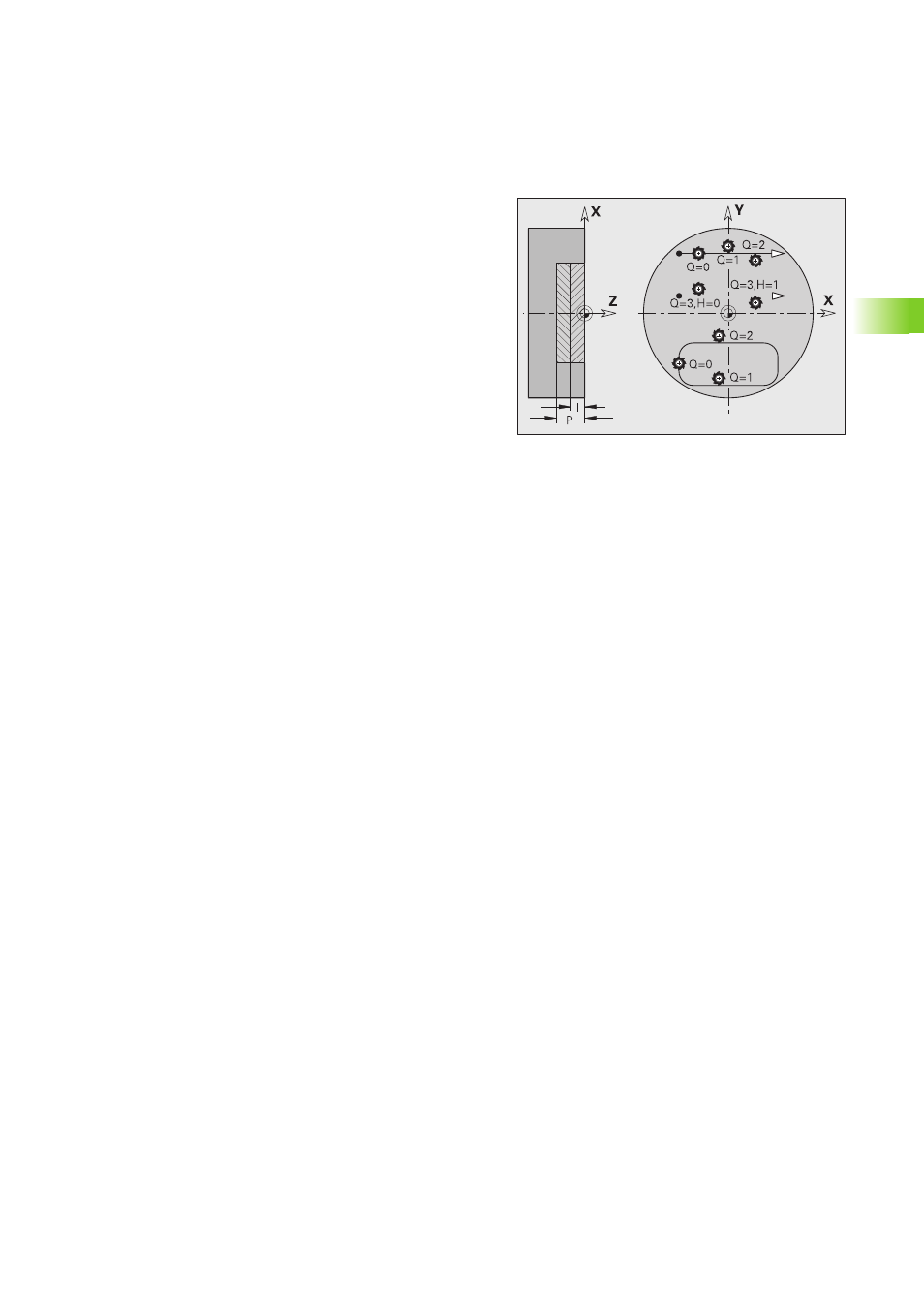
Q
Tipo di ciclo (= Posizione di fresatura)
Profili aperti. Nelle sovrapposizioni "Q" definisce se viene
lavorata la prima area (dal punto di partenza) o l'intero
profilo.
Q=0: centro fresa sul profilo (posizione di preforatura =
punto di partenza).
Q=1: lavorazione a sinistra del profilo. Nelle
sovrapposizioni considerare solo la prima area del profilo.
Q=2: lavorazione a destra del profilo. Nelle
sovrapposizioni considerare solo la prima area del profilo.
Q=3: non ammesso
Q=4: lavorazione a sinistra del profilo. Nelle
sovrapposizioni considerare l'intero profilo.
Q=5: lavorazione a destra del profilo. Nelle
sovrapposizioni considerare l'intero profilo.
Profilo chiuso
Q=0: centro fresa sul profilo (posizione di preforatura =
punto di partenza).
Q=1: fresatura interna
Q=2: fresatura esterna
Q=3..5: non ammesso
NS
Numero di blocco – inizio parte del profilo
Figure: numero di blocco della figura
Profilo libero chiuso: primo elemento del profilo (non punto
di partenza)
Profilo aperto: primo elemento del profilo (non punto di
partenza). "NS – NE" stabilisce la direzione del profilo.
NE
Numero di blocco – fine parte del profilo
Figure, profilo libero chiuso: nessun inserimento
Profilo aperto: ultimo elemento del profilo
Il profilo è composto da un elemento:
Nessuna immissione: lavorazione in direzione del profilo
NS=NE programmato: lavorazione in senso contrario al
profilo