Filetto a singola passata g33, 22 cicli di filet tat ur a – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 244
244
4.22 Cicli di filet
tat
ur
a
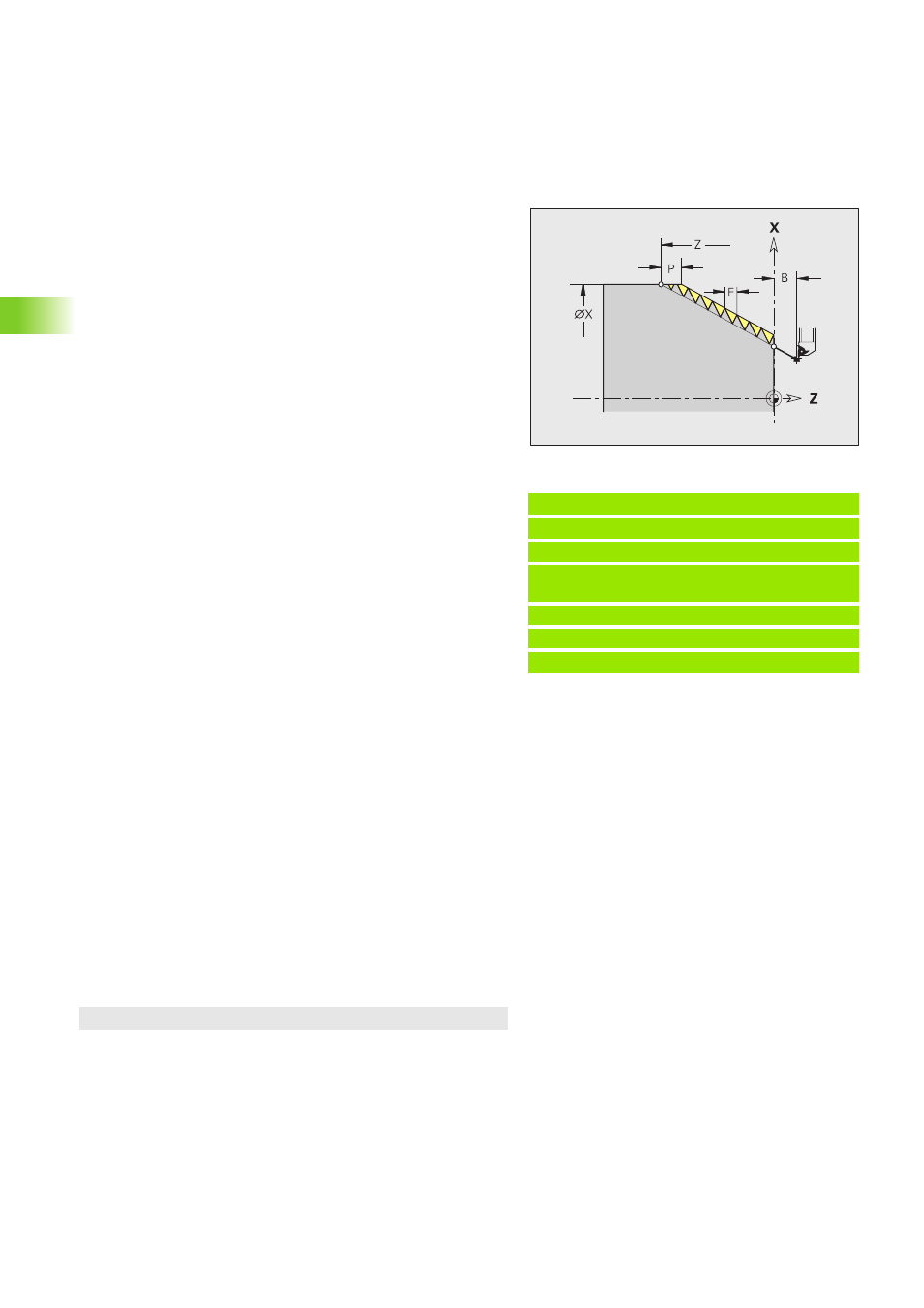
Filetto a singola passata G33
L'istruzione G33 esegue una singola passata di filettatura. La direzione
della passata singola di filettatura può essere qualsiasi (filetto assiale,
conico o radiale; filetto interno o esterno). Mediante la
programmazione di più G33 in successione si realizza la filettatura
concatenata.
Posizionare l'utensile in modo che disti della "Lunghezza di entrata B"
dalla filettatura, se la slitta deve accelerare a velocità di avanzamento,
e considerare la "Lunghezza di sovracorsa P" prima del "Punto finale
filetto", se la slitta deve frenare.
Lunghezza di entrata B: la slitta necessita di un'entrata prima della
filettatura vera e propria, per accelerare alla velocità di avanzamento
programmata.
Lunghezza sovracorsa P: la slitta necessita di una sovracorsa alla fine
della filettatura per frenare la slitta. Prestare attenzione al fatto che il
percorso "P" parallelo all'asse viene percorso anche con un'uscita
inclinata dalla filettatura.
Se la filettatura viene realizzata con precontrollo, il CNC PILOT
controlla la lunghezza di entrata e di sovracorsa. Se i percorsi sono più
brevi, come indicato nella formula seguente, il controllo emette un
avviso.
La lunghezza minima di entrata e di sovracorsa si calcola secondo la
formula seguente.
Esempio: G33
. . .
N1 T5 G97 S1100 G95 F0.5 M3
N2 G0 X101.84 Z5
N3 G33 X120 Z-80 F1.5
[Filetto a singola
passata]
N4 G33 X140 Z-122.5 F1.5
N5 G0 X144
. . .
Parametri
X
Punto finale filetto (quota diametrale)
Z
Punto finale filetto
F
Avanzamento al giro (passo filettatura)
B
Lunghezza di entrata (lunghezza del percorso di accelerazione)
– default: 0
P
Lunghezza di sovracorsa (lunghezza del percorso di frenata) –
default: 0
C
Angolo di partenza (l'inizio della filettatura è definito rispetto a
elementi del profilo non simmetrici alla rotazione) – (default: 0)
Q
Numero mandrino
H
Direzione di riferimento per il passo filettatura (default: 0)
H=0: avanzamento su asse Z per filetto assiale e conico fino
a max +45°/–45° rispetto all'asse Z
H=1: avanzamento su asse X per filetto radiale e conico fino
a max +45°/–45° rispetto all'asse X
H=3: avanzamento traiettoria
E
Passo variabile (default: 0)
E=0: passo costante
E >0: aumento del passo di E ogni giro
E <0: riduzione del passo di E ogni giro
Smooth-threading disinserito:
Lunghezza di entrata: B = 0,75 * (F*S)² / a + 0,15
Lunghezza sovracorsa: P = 0,75 * (F*S)² / e + 0,15