Programmazione della lavorazione completa, 39 la v o ra zione completa – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 345
HEIDENHAIN CNC PILOT 4290
345
4.39 La
v
o
ra
zione completa
Programmazione della lavorazione completa
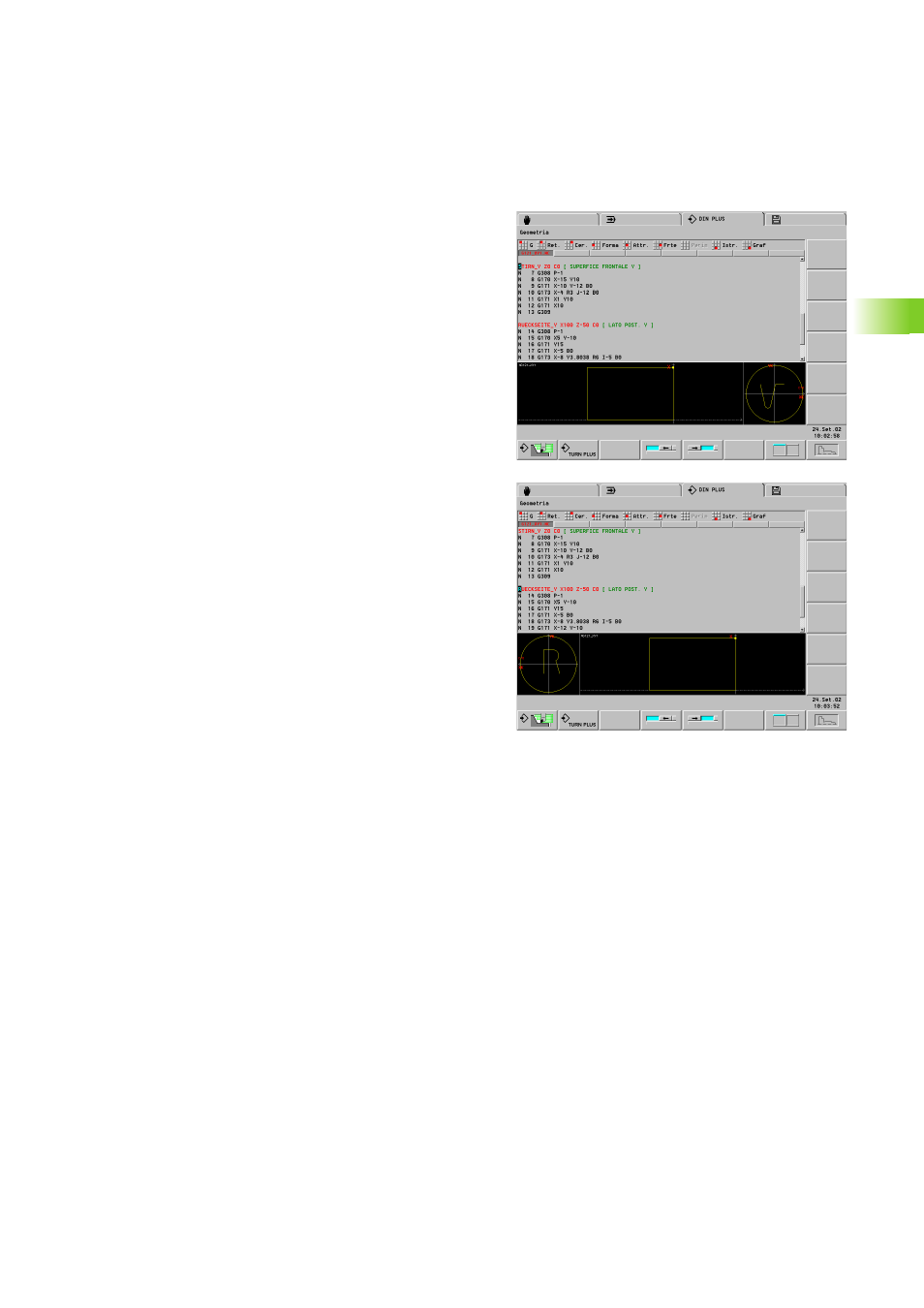
Nella programmazione del profilo della superficie posteriore si deve
rispettare l'orientamento dell'asse XK (o dell'asse X) e il senso di
rotazione sugli archi di cerchio.
Fino a quando si impiegano cicli di foratura e di fresatura, non si
devono tenere presenti particolarità nella lavorazione della superficie
posteriore, perché i cicli si riferiscono a profili definiti
precedentemente.
Nella lavorazione della superficie posteriore con istruzioni di base
G100..G103 valgono le stesse condizioni come nei profili della
superficie posteriore.
Tornitura: i programmi Expert per girare il pezzo contengono funzioni
di conversione e di ribaltamento. Nella lavorazione della superficie
posteriore (2º serraggio) vale quanto segue:
Direzione +: allontanamento dal pezzo
Direzione –: avvicinamento al pezzo
G2/G12: arco di cerchio "in senso orario"
G3/G13: arco di cerchio "in senso antiorario"
Lavoro senza programmi Expert
Se non si utilizzano le funzioni di conversione e di ribaltamento, vale il
principio:
Direzione +: allontanamento dal mandrino principale
Direzione –: avvicinamento al mandrino principale
G2/G12: arco di cerchio "in senso orario"
G3/G13: arco di cerchio "in senso antiorario"