Denominazioni degli assi e sistema di coordinate, Punti di riferimento macchina, 4 pr incipi f ondamentali – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 40
40
1
.4 Pr
incipi f
ondamentali
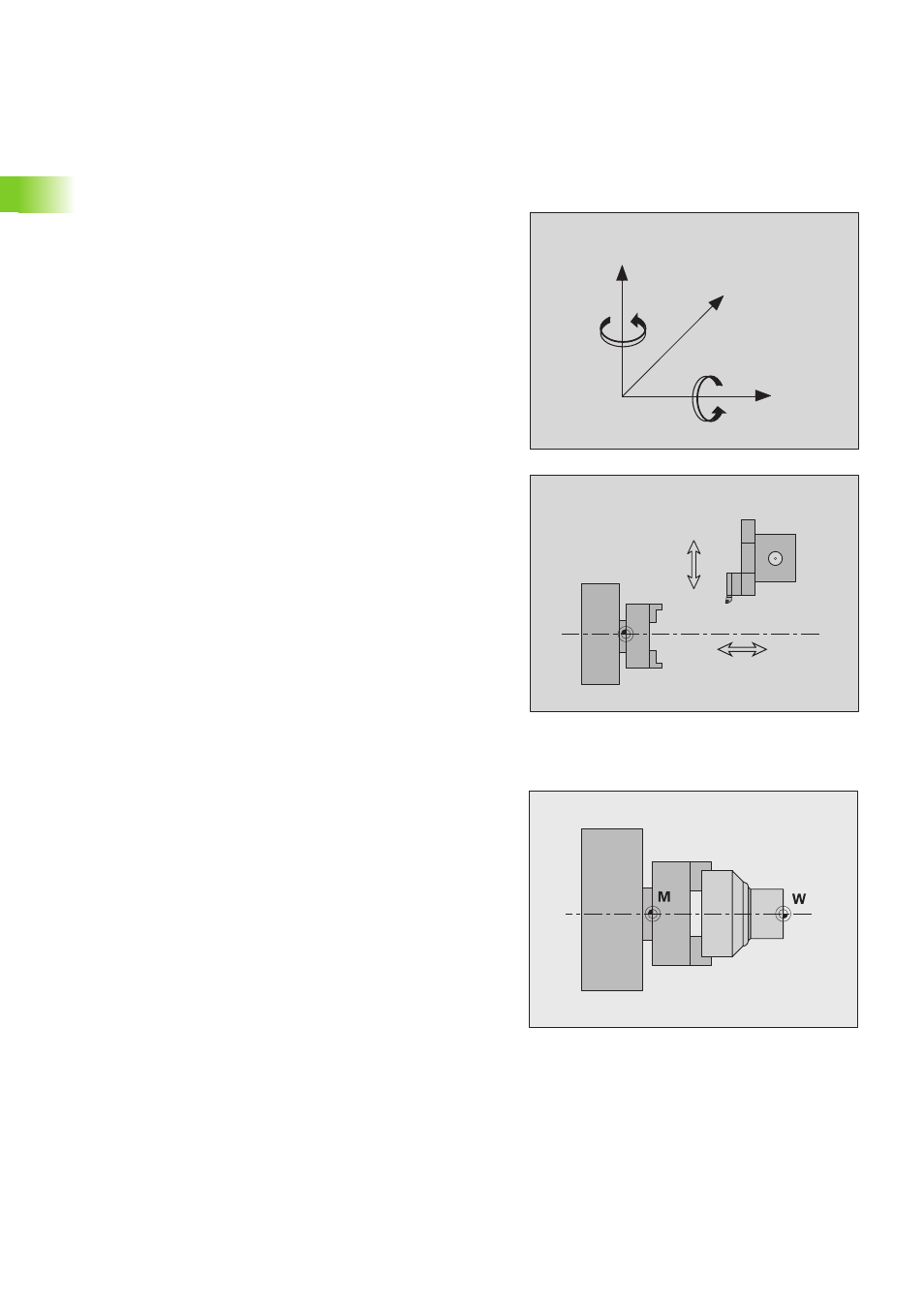
Denominazioni degli assi e sistema di coordinate
Sistema di coordinate
Il significato delle coordinate X, Y, Z, B, C è definito nella norma
DIN 66 217.
I dati delle coordinate degli assi principali X, Y e Z si riferiscono
all'origine del pezzo. Le indicazioni angolari per gli assi rotanti B e C si
riferiscono all'origine del rispettivo asse.
Nei torni i movimenti dell'asse C vengono realizzati mediante rotazione
del pezzo e i movimenti dell'asse B mediante orientamento
dell'utensile (testa orientabile).
Denominazioni degli assi
La slitta trasversale è definita come asse X e la slitta longitudinale
come asse Z.
Tutti i valori X immessi e visualizzati vengono considerati diametri. In
TURN PLUS si imposta se i valori X valgono come diametri o come
raggi.
Torni con asse Y: l'asse Y è perpendicolare all'asse X e all'asse Z
(sistema cartesiano).
Per i movimenti di traslazione vale la seguente regola:
I movimenti in direzione + si allontanano dal pezzo
I movimenti in direzione – si avvicinano al pezzo
Punti di riferimento macchina
Origine macchina
Il punto di intersezione degli assi X e Z è denominato origine
macchina. Su un tornio esso corrisponde di norma al punto di
intersezione dell'asse e della superficie del mandrino. La lettera
identificativa è "M".
Origine pezzo
Per la lavorazione di un pezzo è più semplice collocare l'origine sul
pezzo, secondo le quote del disegno. Questo punto è denominato
"origine pezzo". La lettera identificativa è "W".
+Y
+X
+Z
+C
+B
M
Z
Z+
Y+
X
X+