File dati turn plus, Gestione programmi turn plus, 1 il modo oper a tiv o turn plus – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 393
HEIDENHAIN CNC PILOT 4290
393
6.1 Il modo oper
a
tiv
o
TURN PLUS
I risultati parziali possono essere utilizzati ed elaborati con DIN PLUS
(esempio: definire il profilo con TURN PLUS e programmare la
lavorazione in DIN PLUS). Oppure si può ottimizzare il programma DIN
PLUS generato da TURN PLUS.
File dati TURN PLUS
TURN PLUS gestisce directory separate per:
Programmi completi (descrizione del pezzo grezzo e del pezzo finito
e piano di lavoro)
Descrizioni dei pezzi (pezzi grezzi e pezzi finiti)
Descrizioni pezzi grezzi
Descrizioni pezzi finiti
Singoli profili sagomati
Configurazione torrette proprie di TURN PLUS
Questa struttura può essere utilizzata per la propria organizzazione.
Esempio: con una descrizione del pezzo si generano diversi piani di
lavoro.
Gestione programmi TURN PLUS
Creazione nuovo programma:
U
Selezionare "Programma > Nuovo". TURN PLUS apre la finestra di
dialogo "Nuovo programma".
U
Immettere il nome del programma e scegliere il materiale.
U
Premere il pulsante "Intest. prog.": TURN PLUS passa all'editing
dell'intestazione del programma.
U
Eseguire l'editing dell'intestazione del programma e chiudere la
finestra di dialogo. TURN PLUS crea il nuovo programma.
U
Definire il pezzo grezzo e il pezzo finito.
U
Generare il piano di lavoro.
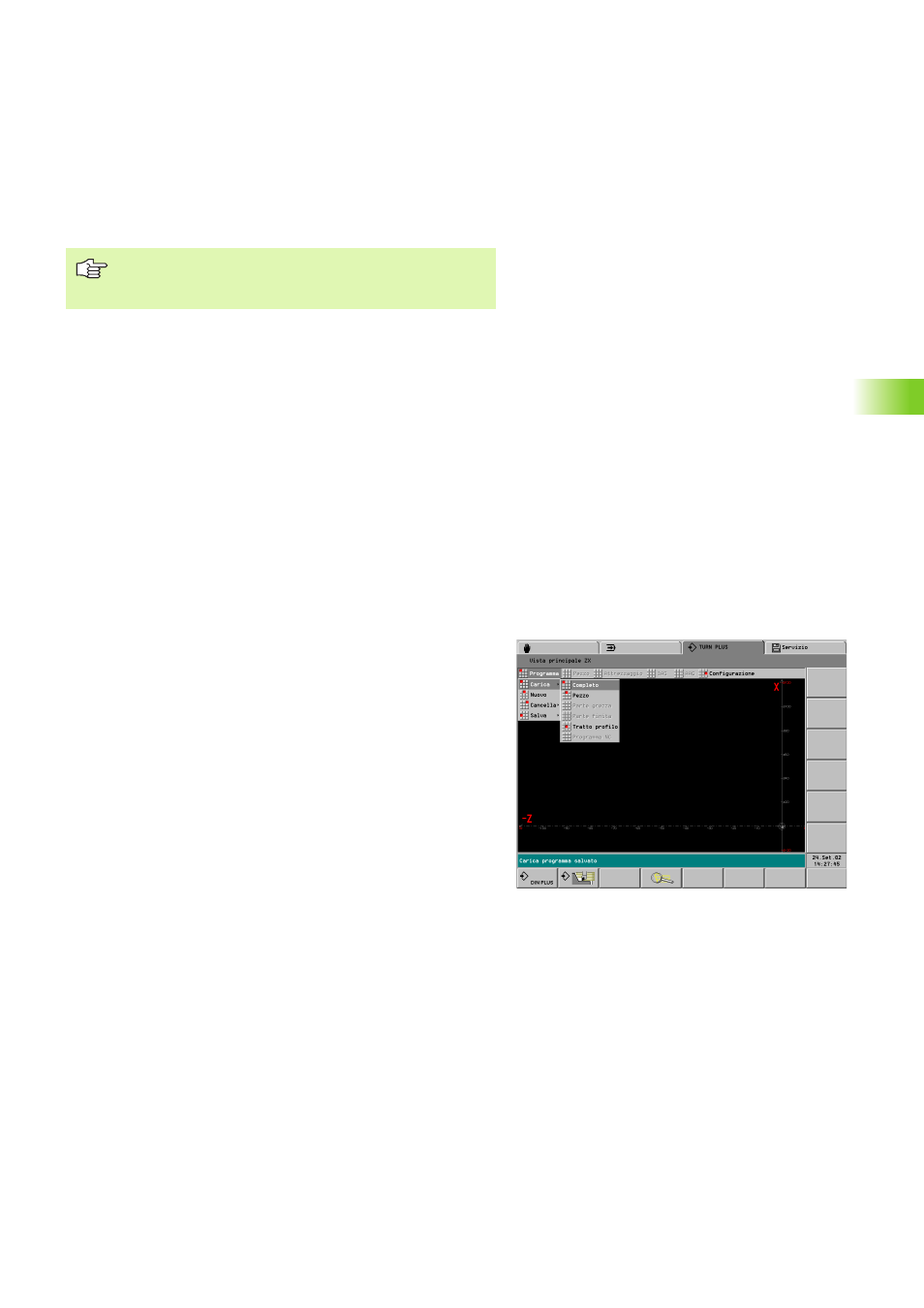
Caricamento programma:
U
Selezionare "Programma > Carica > Completo (o pezzo, ..)". TURN
PLUS visualizza i file.
U
Selezionare e caricare il file. TURN PLUS visualizza il profilo ovvero i
profili caricati e li predispone per l'ulteriore elaborazione.
La generazione del piano di lavoro utilizza la banca dati
utensili, dispositivi di serraggio e dati tecnologici. Prestare
attenzione alla corretta descrizione delle attrezzature.