Sbavatura (g840) – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 533
HEIDENHAIN CNC PILOT 4290
533
6.14 Gener
a
zione int
e
ra
tt
iv
a del piano di la
v
o
ro
(IA
G
)
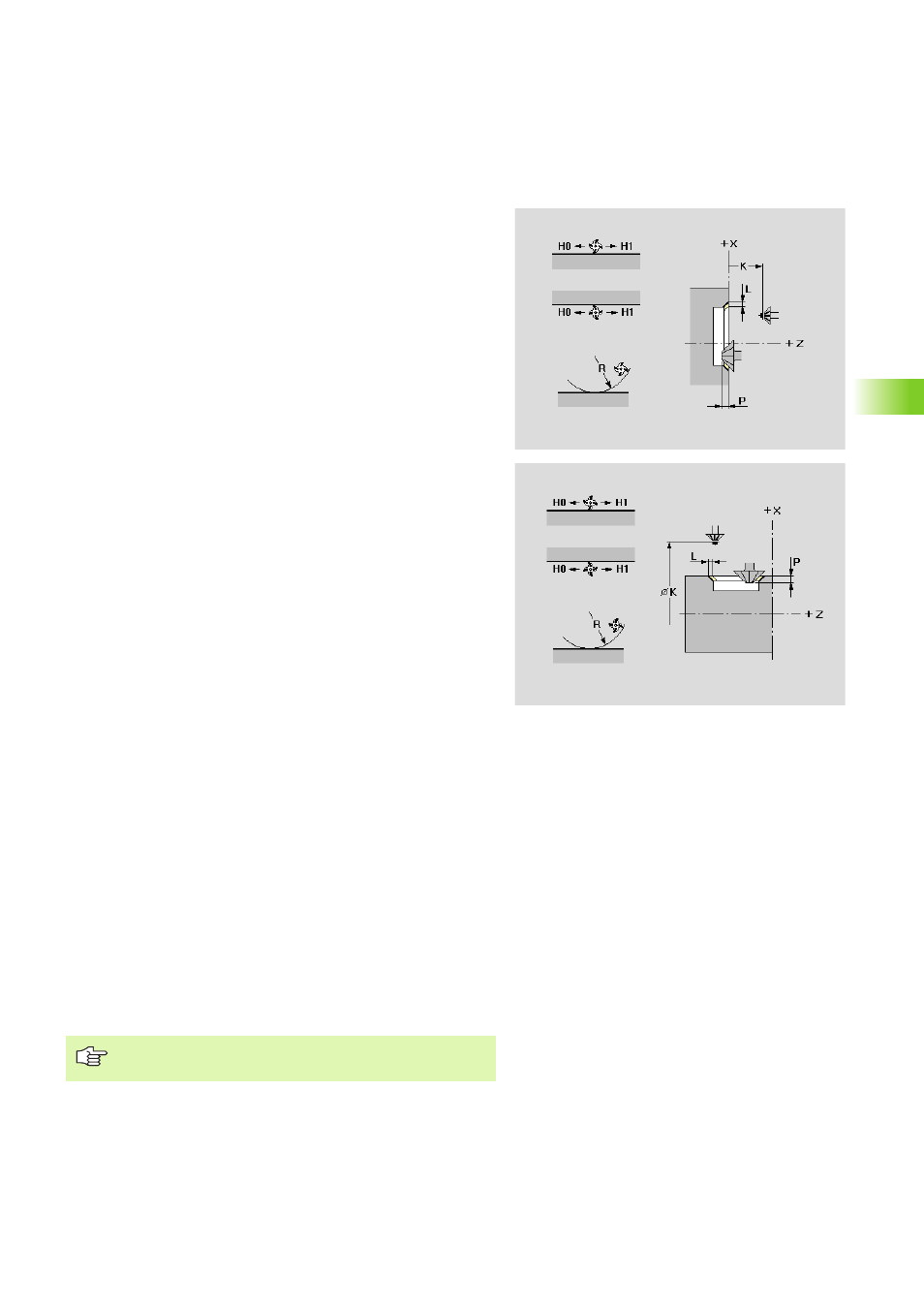
Sbavatura (G840)
La IAG genera il ciclo G840 per il profilo aperto o chiuso attivato con i
seguenti parametri.
Parametri
K
Piano di ritorno (default: ritorno alla posizione di partenza)
Superficie frontale/posteriore: posizione di ritorno in direzione
Z
Superficie cilindrica: posizione in direzione X (quota diametrale)
Q Posizione di fresatura
Q=0: centro fresa sul profilo
con profilo chiuso:
Q=1: fresatura interna
Q=2: fresatura esterna
con profilo aperto:
Q=1: a sinistra del profilo (riferimento: direzione di lavora-
zione)
Q=2: a destra del profilo (riferimento: direzione di lavora-
zione)
H
Direzione di fresatura
H=0: discorde
H=1: concorde
R
Raggio di avvicinamento
R=0: avvicinamento diretto all'elemento di profilo
R>0: raggio di avvicinamento/allontanamento che si raccorda
tangenzialmente all'elemento di profilo
R<0 con spigoli interni: raggio di avvicinamento/allontana-
mento che si raccorda tangenzialmente all'elemento di profilo
R<0 con spigoli esterni: avvicinamento/allontanamento tan-
genziale lineare all'elemento di profilo
P
Profondità di fresatura – profondità di penetrazione dell'utensile
(default: larghezza smusso (dall'"attributo di lavorazione Sbava-
tura") + 1 mm)
L
Sovrametallo
Il sovrametallo "sposta" il profilo in funzione della "posizione di fre-
satura Q" (genera il "sovrametallo G58" prima del ciclo di fresa-
tura):
Q=0: il sovrametallo viene ignorato
con profili chiusi:
Q=1: riduce il profilo
Q=2: ingrandisce il profilo
con profili aperti:
Q=1: spostamento verso sinistra
Q=2: spostamento verso destra
Sbavatura: la larghezza smusso viene definita come
attributo di lavorazione.