Troncatura – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 516
516
6.14 Gener
a
zione int
e
ra
tt
iv
a del piano di la
v
o
ro
(IA
G
)
Troncatura
Per la troncatura la IAG attiva il programma Expert registrato nel
parametro di lavorazione 21 – "UP 100098".
TURN PLUS determina i parametri per quanto possibile e li presenta
come valori proposti. Controllare ovvero completare le registrazioni.
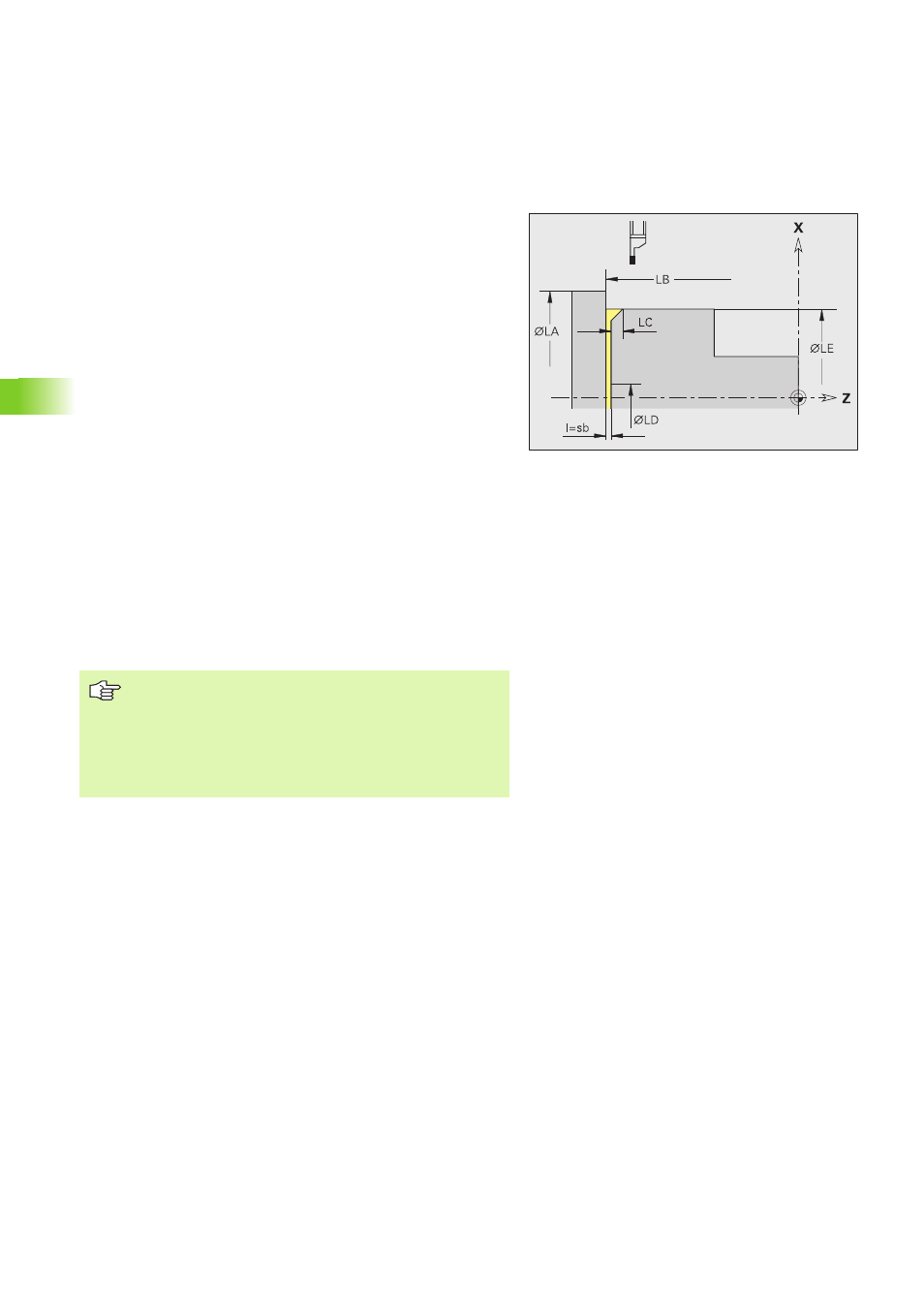
Parametri
LA
Diametro barra
LB
Punto di partenza in Z. TURN PLUS conferma la posizione
determinata nell'attivazione area.
LC
Smusso/Arrotondamento
< 0: larghezza smusso
> 0: raggio di arrotondamento
LD
Riduzione di avanzamento a partire dalla posizione X.
L'"avanzamento ridotto" viene definito nel programma Expert.
LE
Diametro pezzo finito per determinare la posizione dello
smusso/arrotondamento
LF
Diametro interno. Il programma Expert prosegue oltre questa
posizione, per garantire una troncatura sicura:
= 0: con un "pezzo pieno"
> 0: con un tubo
LH
Distanza di sicurezza rispetto alla posizione di partenza X
I
Larghezza utensile. Di regola non viene valutata.
Attivazione dell'area di lavorazione: attivare
l'elemento verticale su cui deve essere eseguita la
troncatura lo smusso/arrotondamento.
Il costruttore della macchina mette a disposizione i
programmi Expert. Ricavare dal manuale della macchina
il significato dei parametri e lo svolgimento del
programma.