Ripetizione profilo g83, 21 cicli di t o rn it ur a semplici – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 234
234
4.21 Cicli di t
o
rn
it
ur
a semplici
Ripetizione profilo G83
L'istruzione G83 esegue ripetutamente le funzioni programmate nei
blocchi successivi (percorsi di traslazione o cicli semplici senza
descrizione del profilo). L'istruzione G80 termina il ciclo di lavorazione.
Se il numero degli accostamenti in direzione X e Z è differente, si
lavora inizialmente in entrambe le direzioni con i valori programmati.
L'accostamento viene settato a zero, se per una direzione è stato
raggiunto il valore di arrivo.
Programmazione:
L'istruzione G83 è da sola nel blocco
L'istruzione G83 non deve essere programmata con variabili K
L'istruzione G83 non deve essere annidata, nemmeno mediante
richiamo di sottoprogrammi
Esempio: G83
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G83 X80 Z0 I4 K0.3
N4 G0 X80 Z0
N5 G1 Z-15 B-1
N6 G1 X102 B2
N7 G1 Z-22
N8 G1 X90 Zi-12 B1
N9 G1 Zi-6
N10 G1 X100 A80 B-1
N11 G1 Z-47
N12 G1 X110
N13 G0 Z2
N14 G80
Parametri
X
Punto di arrivo profilo (quota diametrale) – (default: conferma
dell'ultima coordinata X)
Z
Punto di arrivo profilo (default: conferma dell'ultima
coordinata Z)
I
Accostamento massimo in direzione X (quota radiale) –
(default: 0)
K
Accostamento massimo in direzione Z (default: 0)
La compensazione del raggio del tagliente non viene
eseguita. Si può programmare separatamente l'SRK con
G40..G42.
Distanza di sicurezza dopo ogni passata: 1 mm
Un sovrametallo G57
viene considerato tenendo conto del segno (quindi
nelle lavorazioni interne non sono possibili i
sovrametalli)
rimane attivo alla fine del ciclo
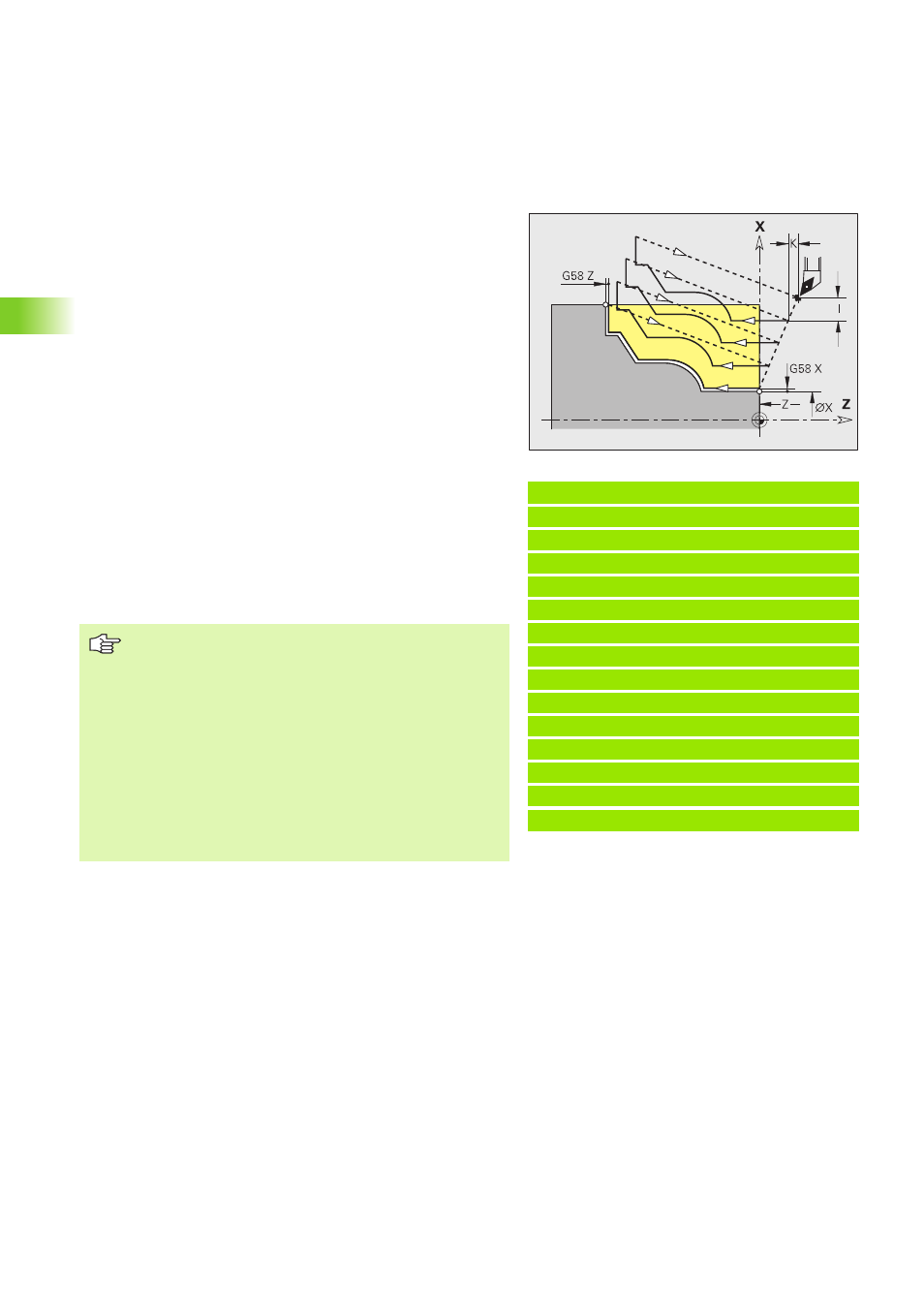
Un sovrametallo G58
viene considerato se si lavora con l'SRK
rimane attivo alla fine del ciclo
Esecuzione del ciclo
1
Inizio della lavorazione del ciclo a partire dalla posizione utensile.
2
Accostamento della quota definita in "I, K".
3
Esecuzione della lavorazione definita nei blocchi successivi,
considerando la distanza dalla posizione utensile al punto di
partenza profilo quale "sovrametallo".
4
Ritorno in diagonale.
5
Ripetizione di 2...4, fino a raggiungere il "Punto di arrivo profilo".
6
Ritorno al punto di partenza ciclo.