Ciclo di filettatura g31, 22 cicli di filet tat ur a – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 240
240
4.22 Cicli di filet
tat
ur
a
Ciclo di filettatura G31
L'istruzione G31 esegue filettature semplici, concatenate e a più
principi definite con G24-Geo, G34-Geo o G37-Geo. Il CNC PILOT
riconosce la filettatura esterna o interna in base alla definizione
dell'utensile.
Lunghezza di entrata B: la slitta necessita di un'entrata prima della
filettatura vera e propria, per accelerare alla velocità di avanzamento
programmata.
Lunghezza sovracorsa P: la slitta necessita di una sovracorsa alla fine
della filettatura per frenare la slitta. Prestare attenzione al fatto che il
percorso "P" parallelo all'asse viene percorso anche con un'uscita
inclinata dalla filettatura.
Esempio: G31 Parte 1
. . .
FINISHED [ PEZZO FINITO ]
N 2 G0 X16 Z0
N 3 G52 P2 H1
N 4 G95 F0.8
N 5 G1 Z-18
N 6 G25 H7 I1.15 K5.2 R0.8 W30
N 7 G37 Q12 F2 P0.8 A30 W30
. . .
MACHINING [ LAVORAZIONE ]
N 33 G14 Q0 M108
N 30 T9 G97 S1000 M3
N 34 G47 P2
N 35 G31 NS5 B5 P0 V0 H1
N 36 G0 X110 Z20
N 38 G47 M109
. . .
Parametri
NS
Numero di blocco (riferimento a elemento base G1-Geo;
filettatura concatenata: numero blocco del primo elemento
base)
I
Accostamento massimo
B
Lunghezza di entrata – nessun inserimento: la lunghezza di
entrata viene determinata da gole o scarichi adiacenti. Se non
presenti è valida la "lunghezza di entrata filettatura" dal
parametro di lavorazione 7.
P
Lunghezza sovracorsa – nessun inserimento: la lunghezza di
sovracorsa viene determinata da gole o scarichi adiacenti. Se
non presenti è valida la "lunghezza di uscita filettatura" dal
parametro di lavorazione 7.
D
Direzione di taglio) (riferimento: direzione di definizione
elemento di base) – (default: 0)
D=0: stessa direzione
D=1: direzione opposta
V
Tipo di accostamento (default: 0)
V=0: sezione costante del truciolo in tutte le passate
V=1: accostamento costante
V=2: con configurazione di taglio residua. Primo
accostamento = "Resto" della divisione profondità
filettatura/profondità di taglio. L'"ultima passata" viene
ripartita in 1/2, 1/4, 1/8 e 1/8.
V=3: l'accostamento viene calcolato dal passo e dal numero
di giri
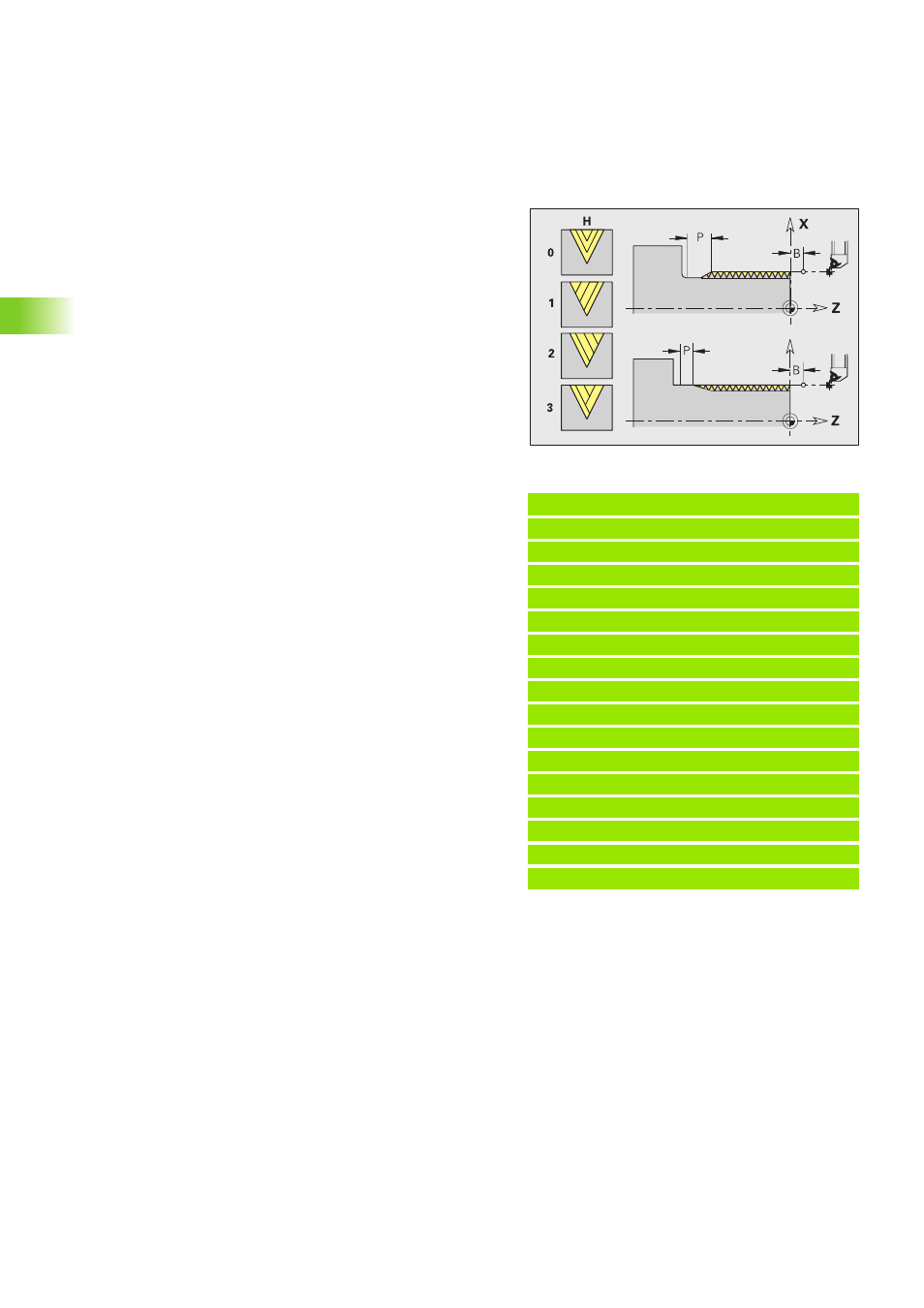
H
Tipo di offset per la lisciatura dei fianchi del filetto (default: 0)
H=0: senza offset
H=1: offset da sinistra
H=2: offset da destra
H=3: offset alternato destra/sinistra
Q
Numero di passate a vuoto dopo l'ultima passata (per ridurre
la pressione di taglio alla base del filetto) – (default: 0)
C
Angolo di partenza (l'inizio della filettatura è definito rispetto a
elementi non simmetrici alla rotazione) – (default: 0)