2 intestazione del programma – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 395
HEIDENHAIN CNC PILOT 4290
395
6.2 Int
e
stazione del pr
ogr
amma
6.2 Intestazione del programma
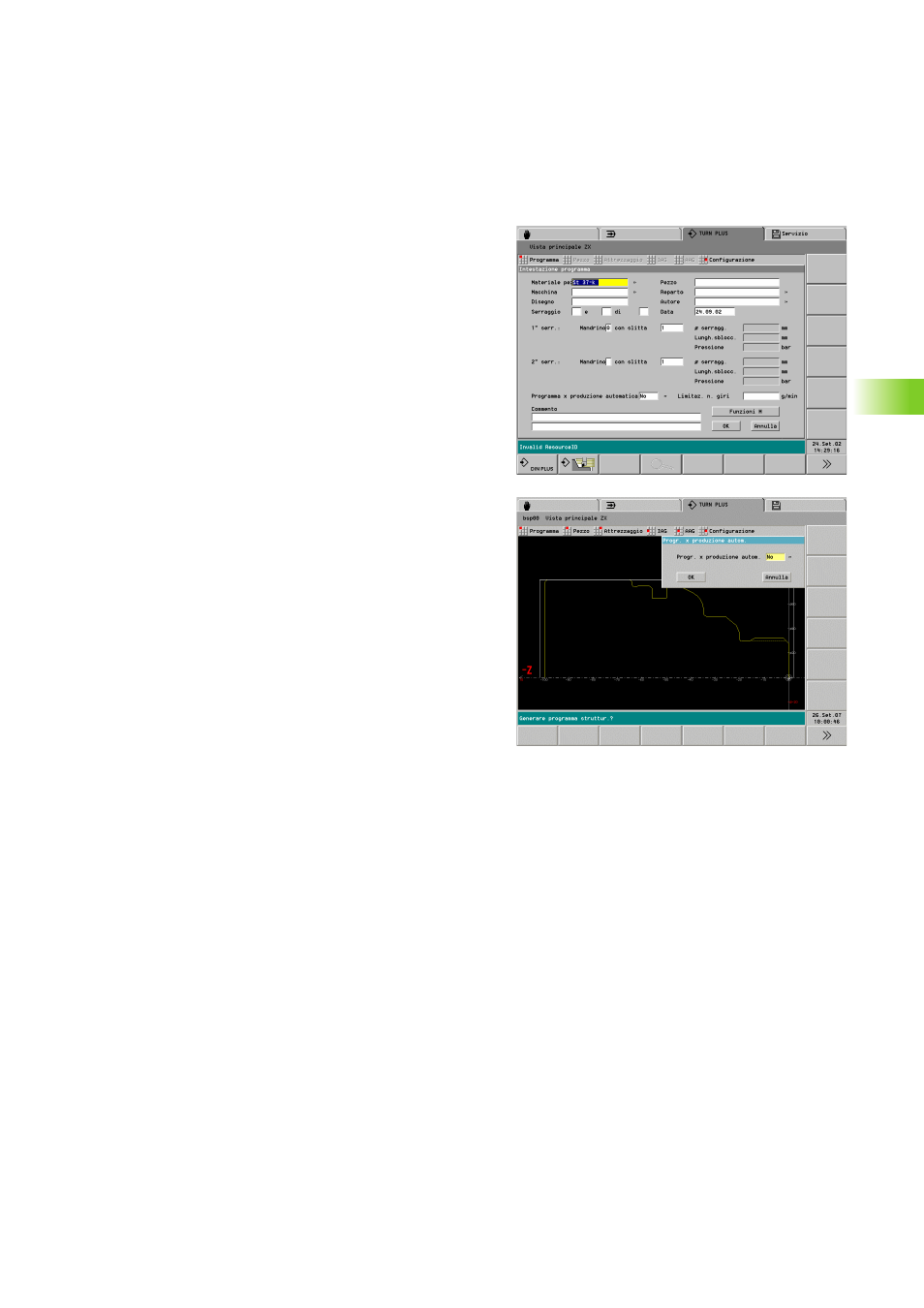
L'HEADER contiene:
Materiale: per determinare i dati di taglio.
Assegnazione mandrino – slitta 1º serraggio
Assegnazione mandrino – slitta 2º serraggio: nella lavorazione
completa indicare il mandrino e la slitta con cui viene eseguito il
serraggio. In caso di più slitte, indicare in successione i numeri di
slitta (esempio: "12" = $1 e $2).
Limitazione numero di giri (SMAX viene definito in "Parametri di
lavorazione 2 – Parametri tecnologici globali"):
Nessun inserimento: SMAX è la limitazione numero di giri
Inserimento < SMAX: l'inserimento è la limitazione numero di giri
Inserimento > SMAX: SMAX è la limitazione numero di giri
Pulsante "Funzioni M": si possono definire fino a cinque funzioni
M, che TURN PLUS considera durante la generazione del
programma NC nel modo seguente:
all'"inizio della lavorazione"
dopo un cambio utensile (istruzione T)
alla fine della lavorazione
Pulsante "Programma strutturato": se si imposta "Sì", TURN
PLUS genera il programma NC come "Programma strutturato"
(presupposto: il pezzo viene realizzato mediante "lavorazione
completa" su una macchina con contromandrino). Per ogni
lavorazione viene generato un sottoprogramma interno. Il
programma principale contiene tutte le istruzioni generali e le
chiamate di sottoprogramma.
L'impostazione del pulsante "Programma strutturato" può essere
modificata anche nella finestra di dialogo "Programma strutturato".
Questa finestra di dialogo viene richiamata con "Pezzo > Programma
strutturato".
Nella funzione "Allestimento" TURN PLUS determina i seguenti dati
dell'intestazione del programma (vedere "Serraggio sul lato mandrino"
a pagina 485).
Diametro di bloccaggio
Lunghezza di sbloccaggio
Pressione di bloccaggio
Gli altri campi contengono informazioni organizzative e
informazioni di preparazione che non influiscono sull'esecuzione del
programma.
Le informazioni dell'intestazione del programma vengono
contrassegnate con "#" nel programma DIN.