Tornitura radiale semplice g82, 21 cicli di t o rn it ur a semplici – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 232
232
4.21 Cicli di t
o
rn
it
ur
a semplici
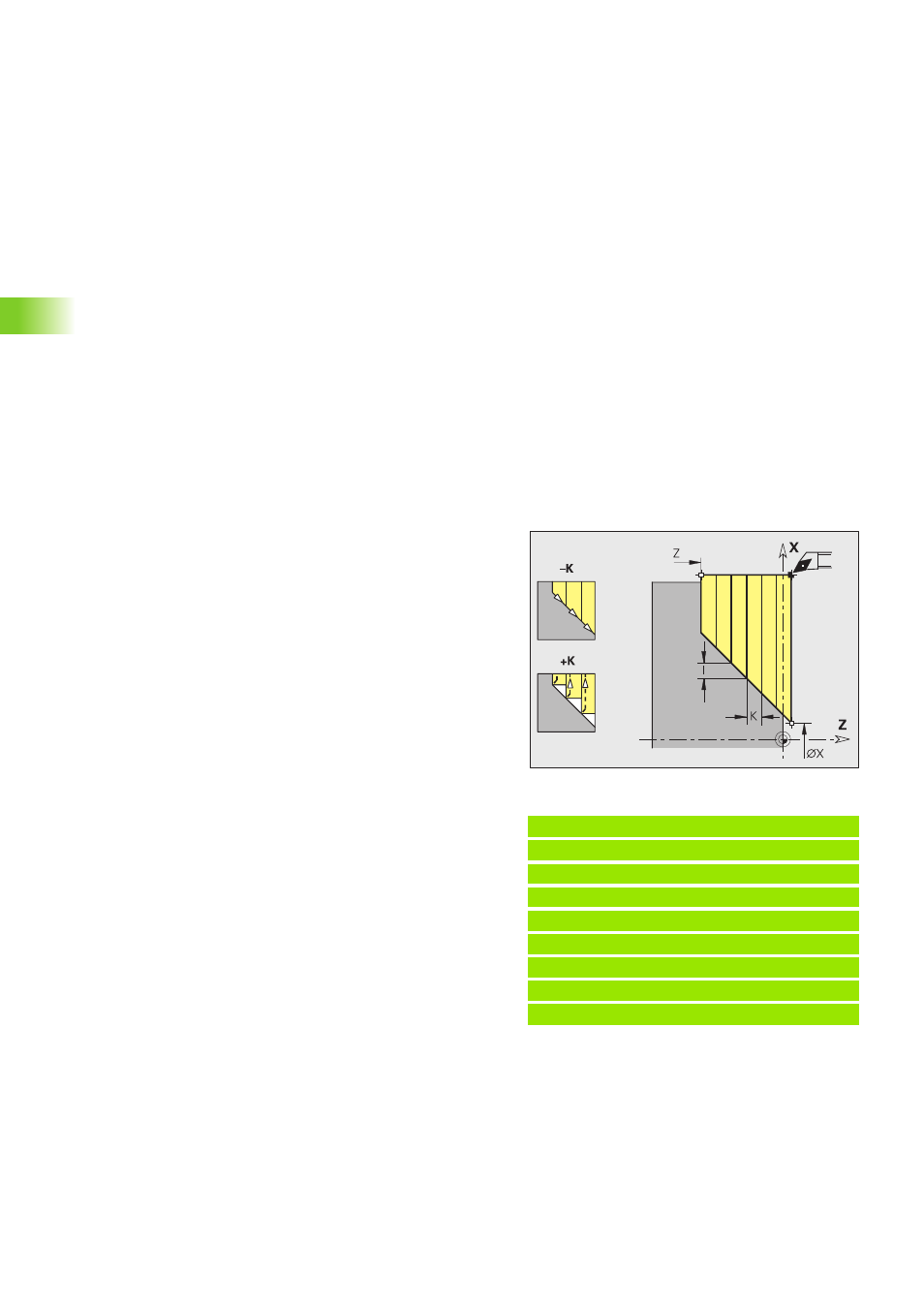
Tornitura radiale semplice G82
L'istruzione G82 sgrossa l'area del profilo definita dalla posizione
utensile attuale e da "X/Z". In presenza di un'inclinazione si definisce
l'angolo con I e K.
Esecuzione del ciclo
1
Calcolo della configurazione di taglio.
2
Accostamento dal punto di partenza parallelamente all'asse per
la prima passata.
3
Traslazione in avanzamento fino al punto di arrivo Z.
4
In funzione del "segno I":
I<0: asportazione trucioli lungo il profilo
I>0: sollevamento a 45° di 1 mm
5
Ritorno in rapido e accostamento per la successiva passata.
6
Ripetizione di 3...5, fino a raggiungere il "Punto di arrivo X".
7
Spostamento su:
X: ultima coordinata di sollevamento
Z: punto di partenza ciclo
Esempio: G82
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G82 X20 Z-15 I4 K4 Q0
N4 G0 X120 Z-15
N5 G82 X50 Z-26 I2 K-4 Q1
N6 G0 X120 Z-26
N7 G82 X80 Z-45 K4 Q1
. . .
Parametri
X
Punto di arrivo profilo (quota diametrale)
Z
Punto di arrivo profilo
I
Offset in direzione X (default: 0)
K
Accostamento massimo
K<0: con finitura profilo
K>0: senza finitura profilo
Q
Funzione G accostamento (default: 0)
0: accostamento con G0 (rapido)
1: accostamento con G1 (avanzamento)