HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 230
230
4.20 Cicli di t
o
rn
it
ur
a r
if
e
ri
ti al pr
ofilo
Riduzione automatica dell'avanzamento su smussi/
arrotondamenti:
Profondità di rugosità o avanzamento sono programmati con G95-
Geo: senza riduzione automatica dell'avanzamento
La profondità di rugosità o l'avanzamento non sono programmati
con G95-Geo: riduzione automatica dell'avanzamento; lo smusso/
arrotondamento viene lavorato con almeno 3 giri
Con smussi/arrotondamenti, che a causa delle dimensioni vengono
lavorati con almeno 3 giri, non ha luogo alcuna riduzione automatica
dell'avanzamento.
Riduzione avanzamento con elementi circolari: in determinate
condizioni la correzione del raggio tagliente (SRK) provoca una
riduzione avanzamento con elementi circolari (vedere
"Compensazione del raggio del tagliente e della fresa" a pagina 196).
Questa riduzione avanzamento può essere disattivata con "O".
La Finitura residuo si attiva con "Q=4" (esempio: svuotamento con
utensili per rifinire nella direzione opposta a quella di lavorazione). Il
CNC PILOT conosce le aree già lavorate e le svuota. Con "Q=4" non si
può influire sul tipo di avvicinamento – il ciclo di finitura genera il
percorso di avvicinamento.
Un sovrametallo G57 "ingrandisce" il profilo (anche
profili interni).
Un sovrametallo G58
>0: "ingrandisce" il profilo
<0: non viene considerato
I sovrametalli G57/G58 vengono cancellati alla fine del
ciclo.
X
Z
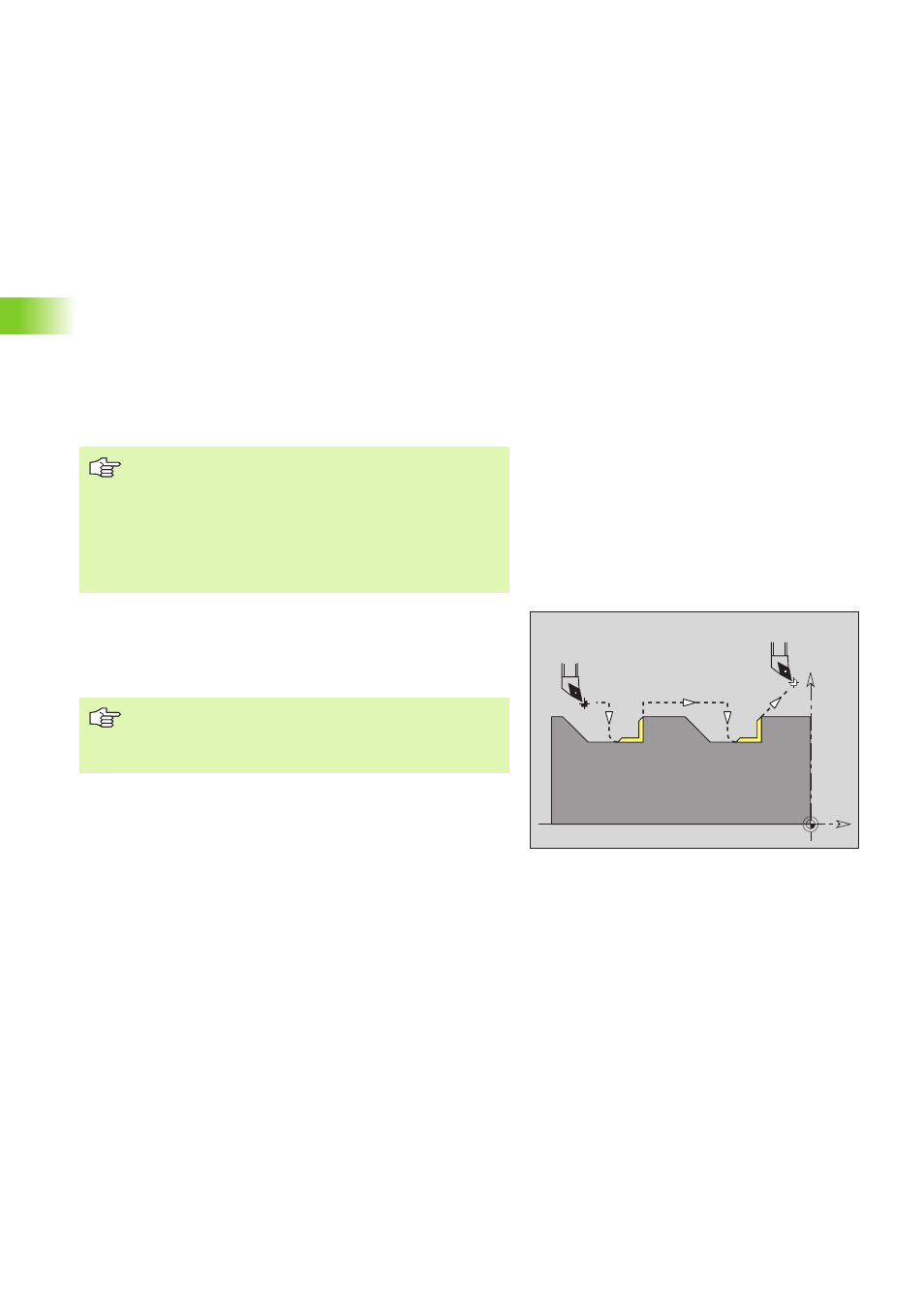
G890 Q4
Nella finitura residuo (G890 – Q4) il CNC PILOT controlla
se l'utensile può entrare senza collisioni nel profilo con
avvallamenti. Per questo controllo anticollisioni è
determinante il parametro utensile "larghezza dn".