Gola g86, 21 cicli di t o rn it ur a semplici – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 236
236
4.21 Cicli di t
o
rn
it
ur
a semplici
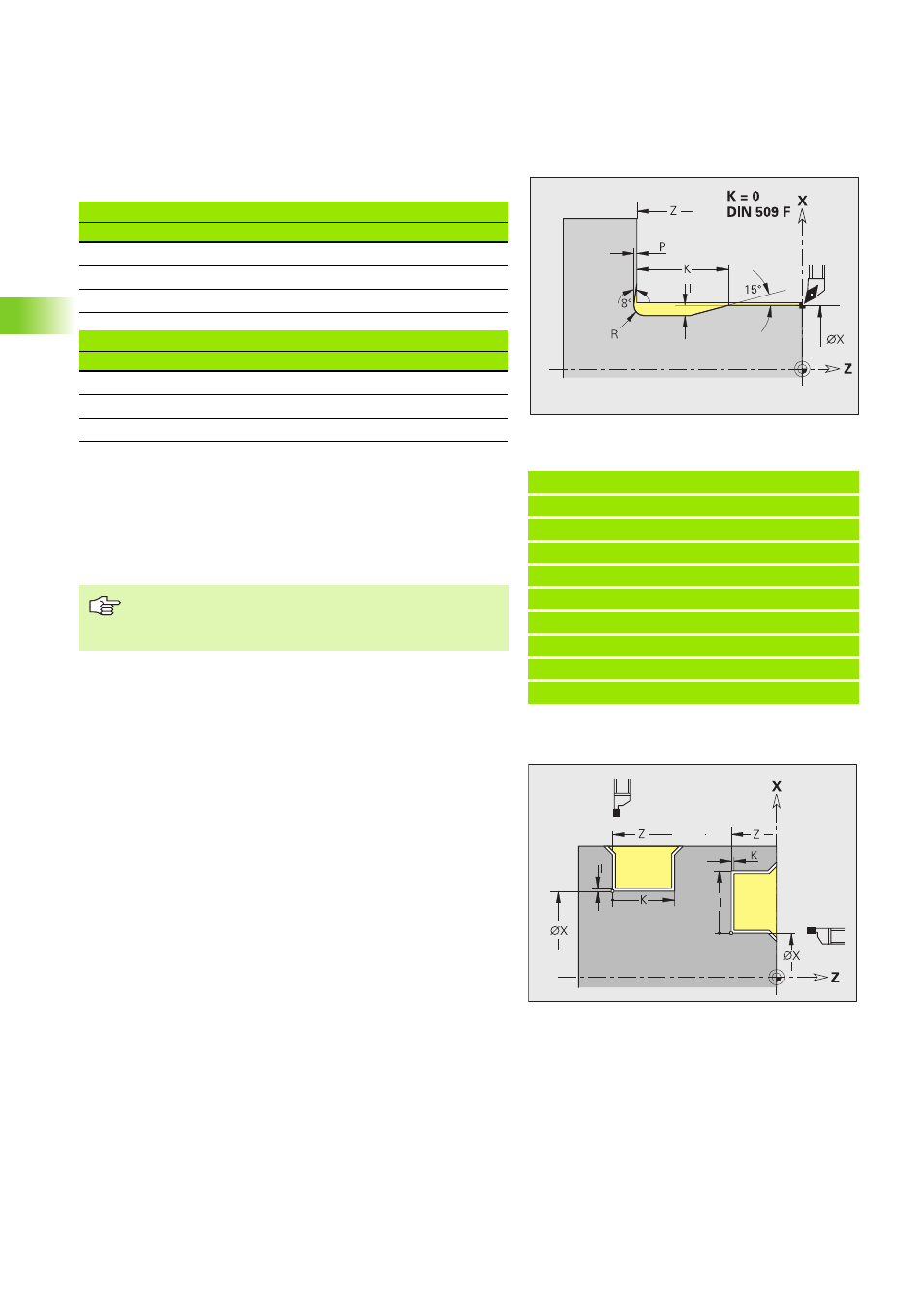
I = Profondità scarico
K = Larghezza scarico
R = Raggio scarico
P = Profondità trasversale
Angolo scarico con scarico DIN 509 E e F: 15°
Angolo trasversale con scarico DIN 509 F: 8°
Gola G86
L'istruzione G86 esegue gole semplici radiali e assiali con smussi. Il
CNC PILOT determina una gola radiale/assiale o una gola interna/
esterna in base alla "posizione utensile".
Esempio: G85
. . .
N1 T2 G95 F0.23 G96 S248 M3
N2 G0 X62 Z2
N3 G85 X60 Z-30 I0.3
N4 G1 X80
N5 G85 X80 Z-40 K0
N6 G1 X100
N7 G85 X100 Z-60 I1.2 K6 E0.11
N8 G1 X110
. . .
Parametro con lo scarico DIN 509 E
Diametro
I
K
R
<= 18
0,25
2
0,6
> 18 – 80
0,35
2,5
0,6
> 80
0,45
4
1
Parametro con lo scarico DIN 509 F
Diametro
I
K
R
P
<= 18
0,25
2
0,6
0,1
> 18 – 80
0,35
2,5
0,6
0,2
> 80
0,45
4
1
0,3
La compensazione del raggio del tagliente non viene
eseguita.
I sovrametalli non vengono considerati.
Parametri
X
Vertice di base (quota diametrale)
Z
Vertice di base
I
Gola radiale: sovrametallo
I>0: sovrametallo (pretroncatura e finitura)
I=0: senza finitura
Gola assiale: larghezza gola
I>0: larghezza gola
Nessuna immissione: larghezza gola = larghezza utensile