34 pr ogr a mmazione di v a ri abili – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 317
HEIDENHAIN CNC PILOT 4290
317
4.34 Pr
ogr
a
mmazione di v
a
ri
abili
#787
Diametro di riferimento lavorazione superficie
cilindrica (G120)
#788
Mandrino, in cui è serrato il pezzo (G98)
#790
Sovrametallo G52-Geo
0: non considerare
1: considerare
#791..#792
Sovrametalli G57 X, Z
#793
Sovrametallo G58 P
#794..#795
Larghezza tagliente in X e Z della quale il punto di
riferimento utensile viene spostato in caso di
istruzione G150/G151
#796
Numero mandrino per il quale è stato programmato
per ultimo l'avanzamento
#797
Numero mandrino per il quale è stato programmato
per ultimo il numero di giri
#801
Piano orientato attivo
#802
0: G30 inattivo
1: G30 attivo
#803
Numero della lingua selezionata – determinante è la
sequenza indicata nel parametro di controllo 4 delle
lingue (ad iniziare da "0")
#804
È DataPilot ?
0: controllo
1: DataPilot
Informazioni NC in variabili #
Informazioni dell'utensile in variabili #
#512
Tipo utensile a 3 cifre
#513..#515
1., 2., 3. cifra tipo utensile
#516
Lunghezza utile (nl) negli utensili da tornio e da
foratura:
#517
Direzione principale di lavorazione:
0: indefinita
1: +Z
2: +X
3: –Z
4: –X
5: +/–Z
6: +/–X
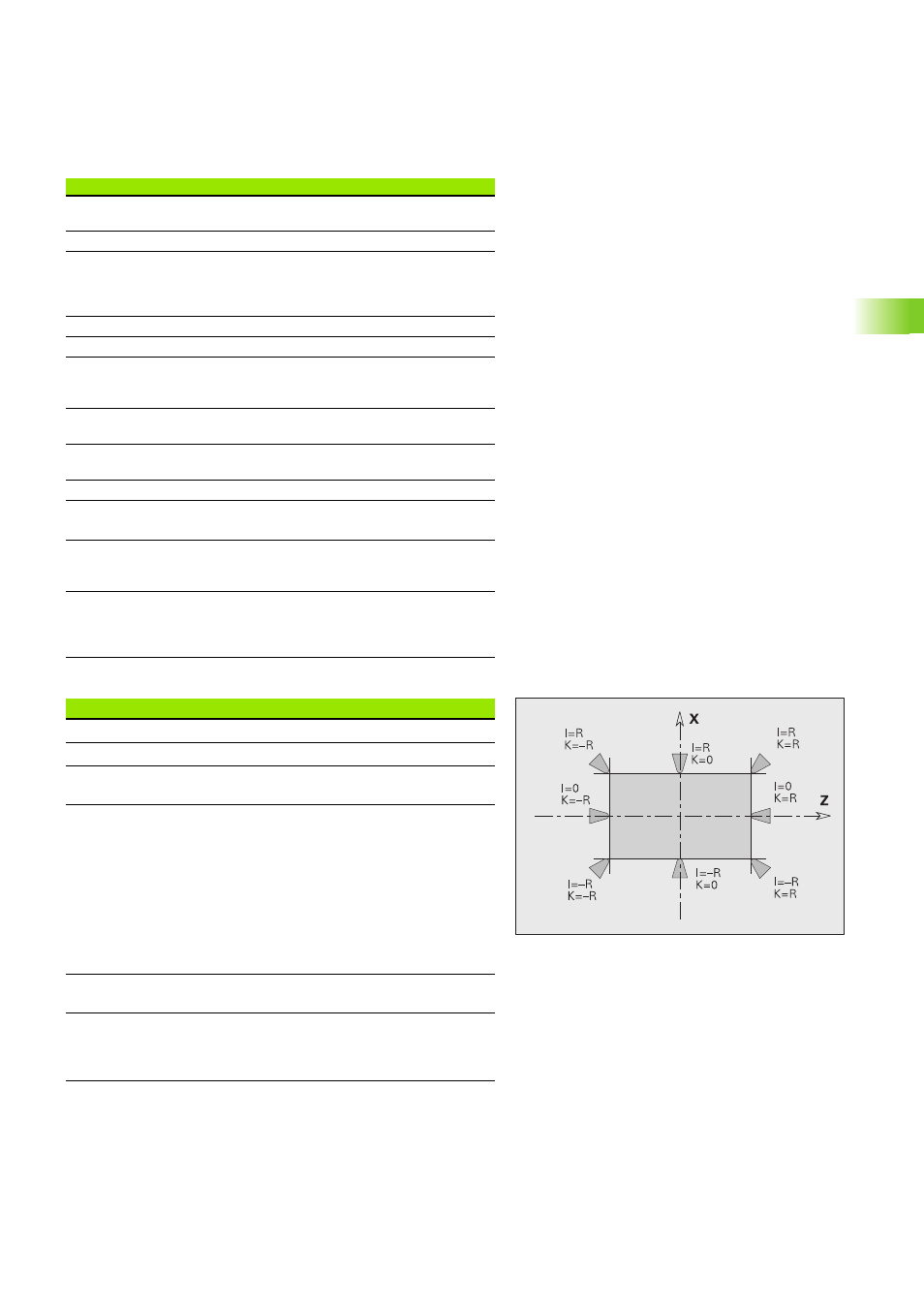
#518
Direzione secondaria di lavorazione negli utensili per
tornire
#519
In funzione del tipo di utensile:
14*: 1 = versione destra, 2 = versione sinistra (A)
5**, 6**: numero di denti