Maschiatura g73, 23 cicli di f o ra tu ra – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 249
HEIDENHAIN CNC PILOT 4290
249
4.23 Cicli di f
o
ra
tu
ra
Maschiatura G73
L'istruzione G73 esegue la filettatura assiale/radiale con utensili fissi o
motorizzati. L'istruzione G73 viene impiegato per forature con
descrizione del profilo (foro singolo o corona di fori).
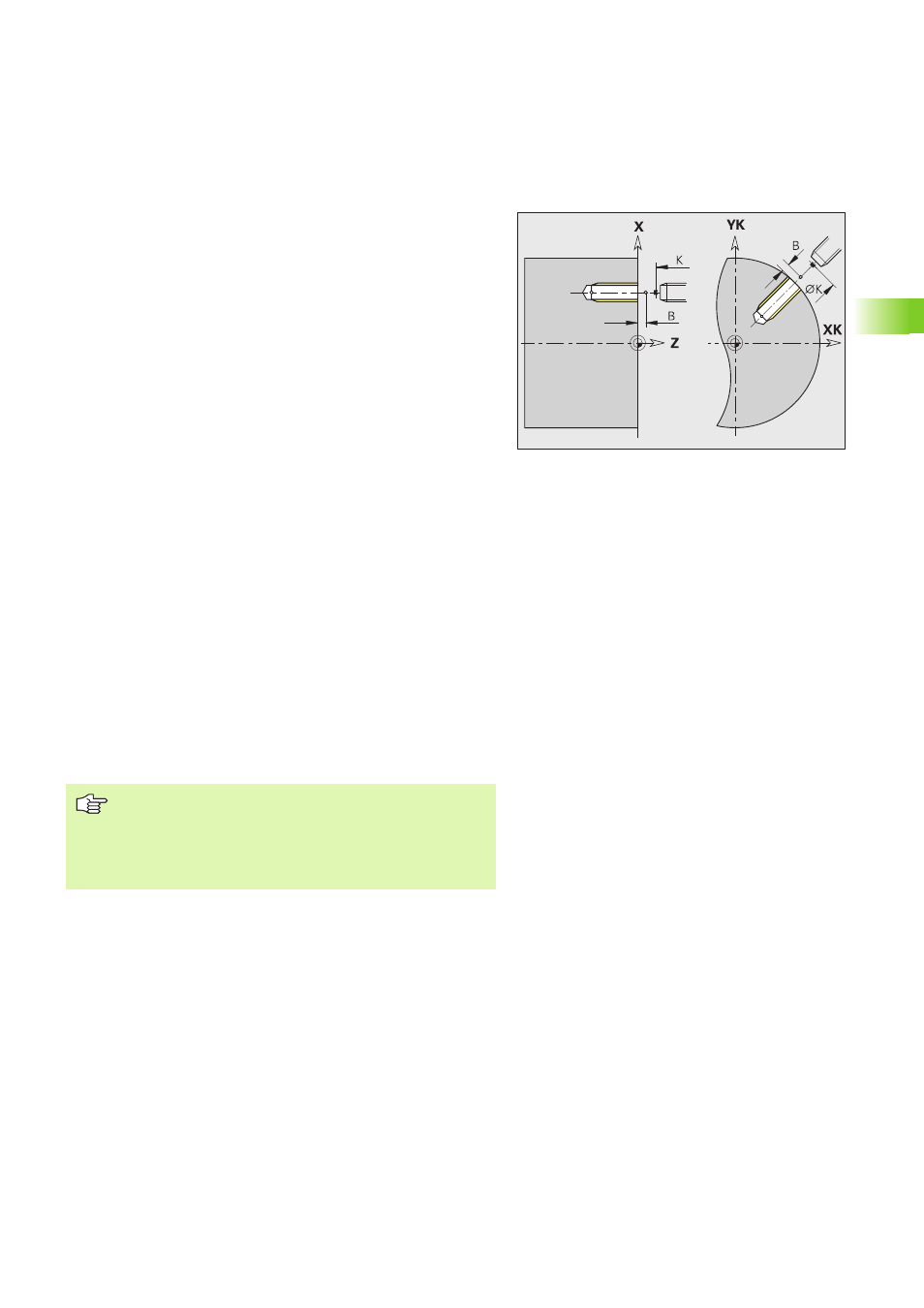
Il "Punto di partenza" viene determinato dalla distanza di sicurezza e
dalla "Lunghezza di entrata B".
Lunghezza di estrazione J: utilizzare questo parametro per pinze di
serraggio con compensazione lineare. Il ciclo calcola un nuovo passo
nominale sulla base della profondità di filettatura, del passo
programmato e della "lunghezza di estrazione". Il passo nominale è
leggermente inferiore al passo del maschio. Alla realizzazione del
filetto, la punta viene estratta dal mandrino di serraggio della
"lunghezza di estrazione". Con questa procedura si assicurano migliori
durate dei maschi.
Parametri
NS
Numero blocco del profilo. Riferimento al profilo del foro (G49-
Geo, G300-Geo o G310-Geo)
B
Lunghezza di entrata (default: Parametro di lavorazione 7
"Lunghezza di entrata filettatura [GAL]")
S
Velocità di ritorno (default: numero di giri di maschiatura)
K
Piano di ritorno (fori radiali, fori piano YZ: quota diametrale) –
(default: ritorno alla posizione di partenza o alla distanza di
sicurezza)
J
Lunghezza di estrazione per impiego di pinze di serraggio con
compensazione lineare (default: 0)
H1
A partire dalla versione software 625 952-04
Freno mandrino (H1 viene considerato quando nel parametro
macchina 1019, .. è impostato il freno) – default: 0
0: attivazione del freno mandrino
1: senza attivazione del freno mandrino
Sagoma di fori: "NS" indica il profilo del foro, non la
definizione della sagoma.
"Stop ciclo" è attivo alla fine della maschiatura.
Il potenziometro avanzamento non è attivo.
Non utilizzare il potenziometro mandrino!