5 – finitura, 6 p a ra metr i di la v o ra zione – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 598
598
7.
6 P
a
ra
metr
i di la
v
o
ra
zione
5 – Finitura
Finitura – standard utensile
TURN PLUS seleziona gli utensili in funzione del punto di lavorazione
e della direzione di lavorazione principale (HBR) in base all'angolo di
registrazione e della punta.
Inoltre:
Vengono impiegati con priorità gli utensili per finitura standard.
Se l'utensile per finitura standard non può lavorare gli elementi
geometrici di tornitura automatica (forma FD) e scarico (forma E, F,
G), gli elementi geometrici vengono mascherati in successione.
TURN PLUS tenta di lavorare in modo iterativo il "profilo residuo". Gli
elementi geometrici mascherati vengono poi lavorati singolarmente
con un utensile adatto.
Fattore di riduzione profondità di taglio [SRF]
Nei processi di sgrossatura con utensili che non sono impiegati
nella direzione di lavoro principale, l'accostamento (profondità
di taglio) viene ridotto.
Accostamento (P) per i cicli di sgrossatura (G810, G820):
P = ZT * SRF
(ZT: accostamento dalla banca dati tecnologici)
Cicli di lavorazione
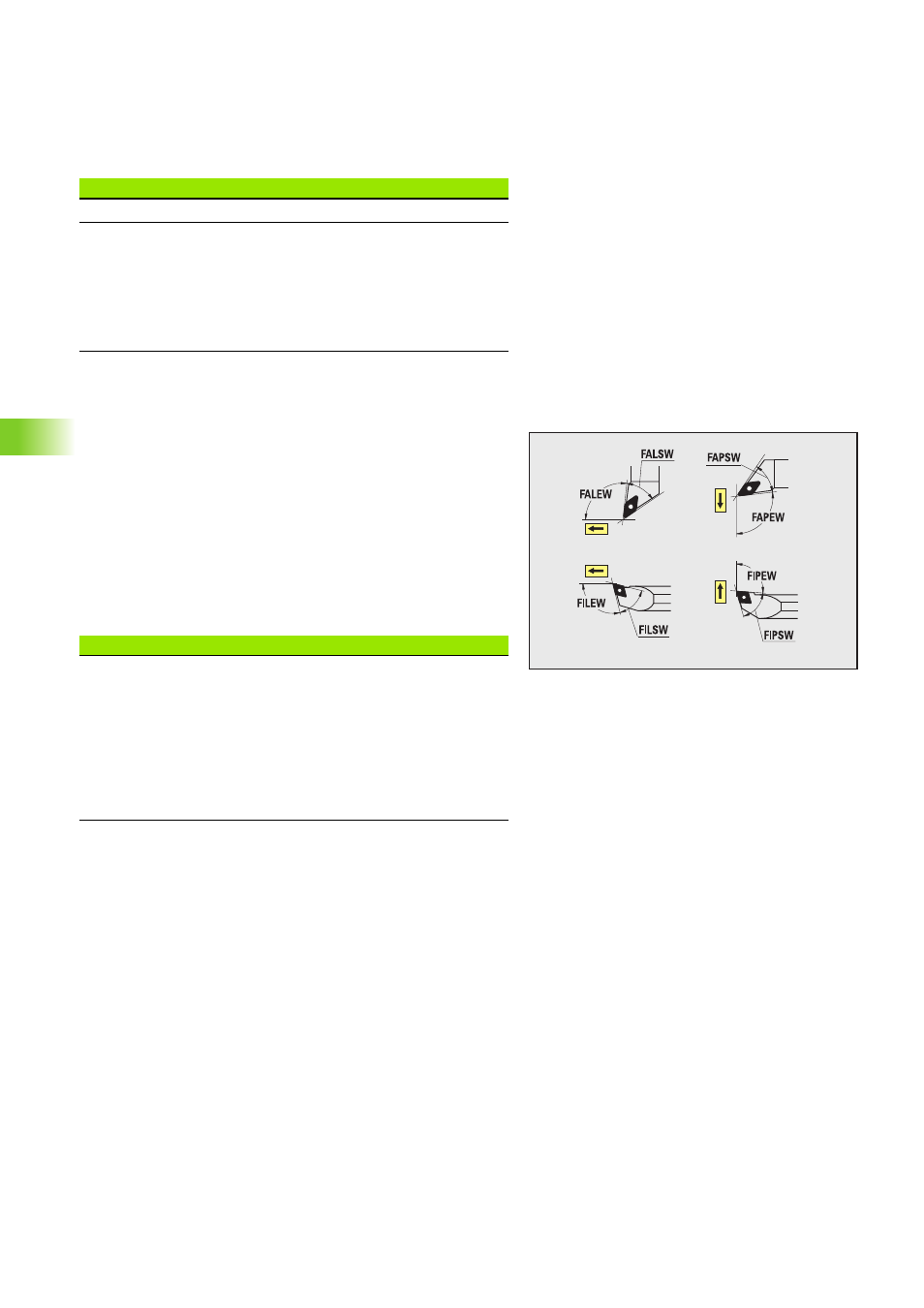
Standard utensile
Angolo di registrazione – esterno/assiale [FALEW]
Angolo della punta – esterno/assiale [FALSW]
Angolo di registrazione – esterno/radiale [FAPEW]
Angolo della punta – esterno/radiale [FAPSW]
Angolo di registrazione – interno/assiale [FILEW]
Angolo della punta – interno/assiale [FILSW]
Angolo di registrazione – interno/radiale [FIPEW]
Angolo della punta – interno/radiale [FIPSW]