Sezione contour, Sezione blank, Sezione finished – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 143: 4 identificativi di sezione di pr ogr amma
HEIDENHAIN CNC PILOT 4290
143
4.4 Identificativi di sezione di pr
ogr
amma
Sezione CONTOUR
La sezione di programma CONTOUR abbina la seguente descrizione
di pezzo grezzo e finito al profilo "Numero x". Il controllo gestisce fino
a quattro profili (pezzi) in un programma NC.
Un G99 nella parte di lavorazione abbina il profilo a una slitta o a un
mandrino.
Sezione BLANK
Nella sezione di programma BLANK si descrive il profilo del pezzo
grezzo.
Sezione FINISHED
Nella sezione di programma FINISHED si descrive il profilo del pezzo
finito. All'interno della sezione FINISHED si utilizzano altri identificativi
di sezione come FACE_C, LATERAL_C ecc.
Esempio: "Profilo e G99"
HEADER [ INTESTAZIONE PROGRAMMA ]
...
CONTOUR Q1 X0 Z600
[Profilo 1]
BLANK [ PEZZO GREZZO ]
...
FINISHED [ PEZZO FINITO ]
. . .
CONTOUR Q2 X0 Z900 V2
[Profilo 2]
BLANK [ PEZZO GREZZO ]
. . .
FINISHED [ PEZZO FINITO ]
. . .
MACHINING [ LAVORAZIONE ]
. . .
N.. G99 Q2 D4
. . .
Q=1..4
V=2
V=0
X
Z
X
Q
Z
X
Z
X
Q
Z
Parametri
Q
Numero del profilo (1..4)
X
Spostamento dell'origine (quota diametrale)
Z
Spostamento origine
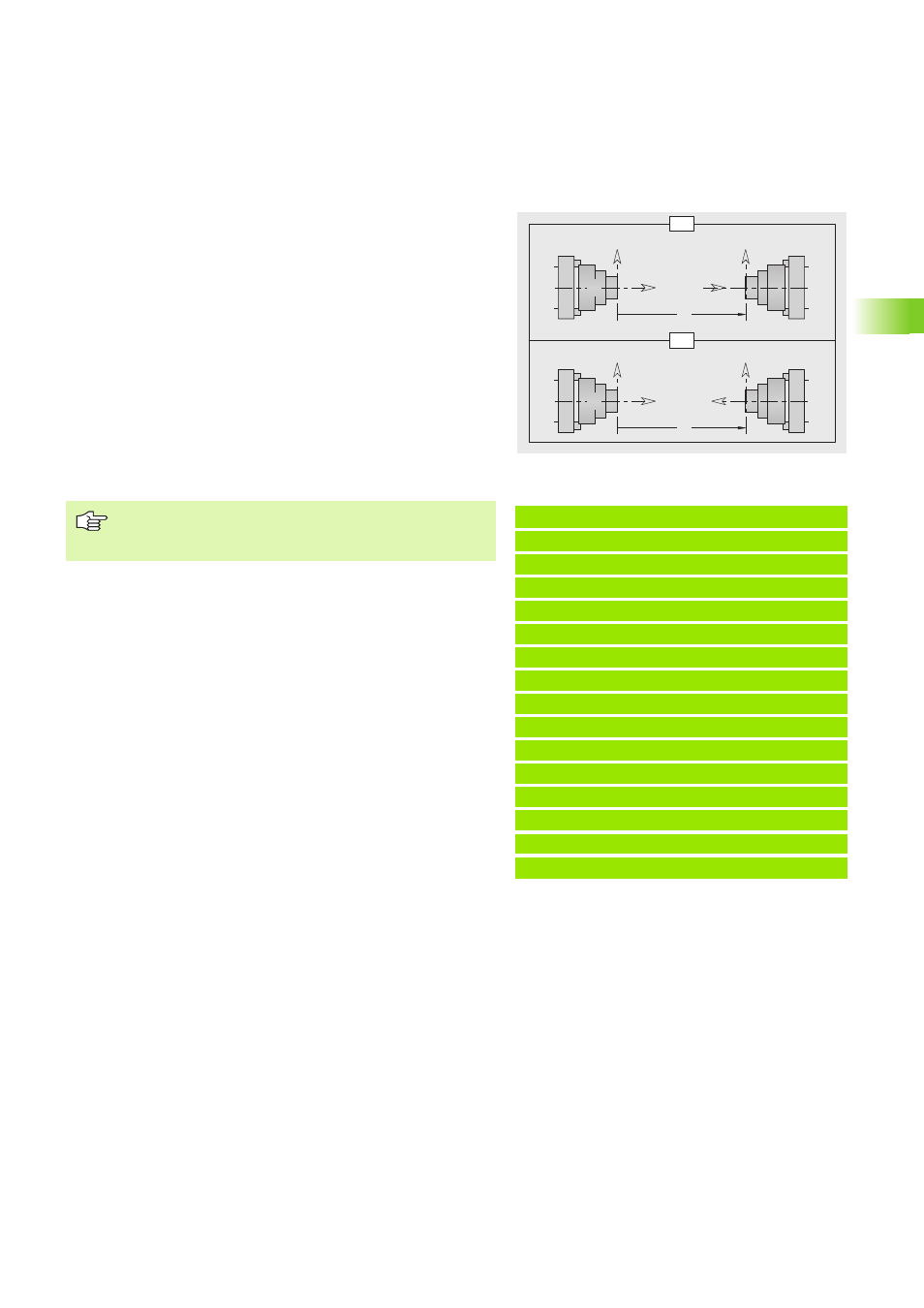
V
Posizione del sistema di coordinate
V=0: vale il sistema di coordinate macchina
V=2: sistema di coordinate macchina speculari (direzione Z
opposta al sistema di coordinate macchina)
Se nel programma NC viene lavorato solo un pezzo,
l'identificativo di sezione CONTOUR e il G99 non sono
necessari.