Rapido superficie frontale/posteriore g100 – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 256
256
4.25 La
v
o
ra
zione della superficie fr
ontale/post
er
ior
e
4.25 Lavorazione della superficie
frontale/posteriore
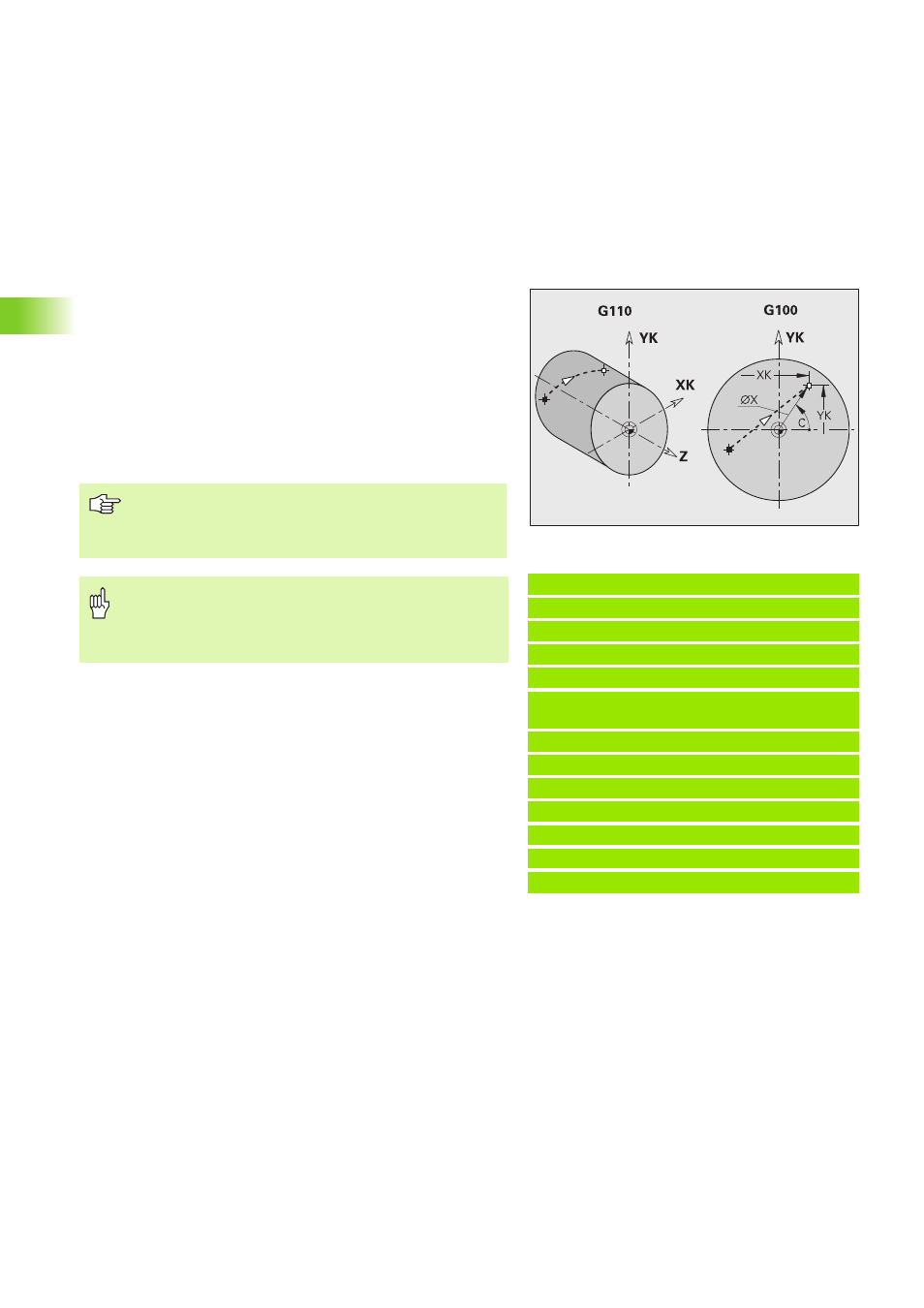
Rapido superficie frontale/posteriore G100
L'istruzione G100 raggiunge il "Punto finale" in rapido con il percorso
più breve.
Esempio: G100
. . .
N1 T7 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N6 G100 XK20 YK5
[Rapido superficie
frontale]
N7 G101 XK50
N8 G103 XK5 YK50 R50
N9 G101 XK5 YK20
N10 G102 XK20 YK5 R20
N11 G14
N12 M15
. . .
Parametri
X
Punto finale (quota diametrale)
C
Angolo finale – direzione angolare: vedere grafica di supporto
XK
Punto finale (cartesiano)
YK
Punto finale (cartesiano)
Z
Punto finale (default: posizione Z attuale)
Programmazione:
X, C, XK, YK, Z: assoluto, incrementale o modale
Programmare X–C o XK–YK
Attenzione Pericolo di collisione!
Con G100 l'utensile esegue un movimento rettilineo. Per
il posizionamento del pezzo ad una determinata
angolazione si impiega l'istruzione G110.