Assi lineari e rotativi, 1 pr ogr ammazione din – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 110
110
4.1 Pr
ogr
ammazione DIN
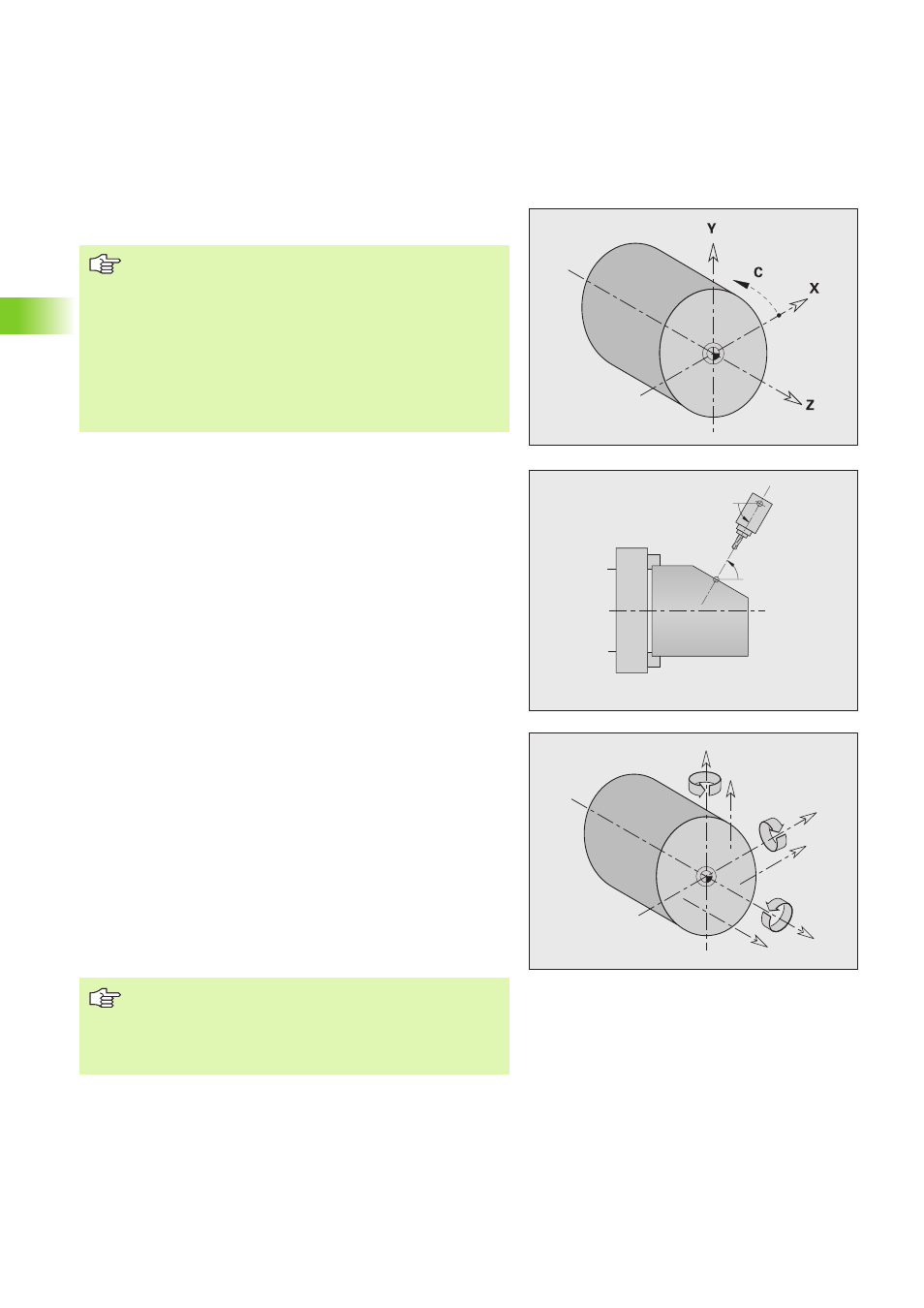
Assi lineari e rotativi
Assi principali: i dati delle coordinate degli assi X, Y e Z si riferiscono
all'origine del pezzo.
Asse C come asse principale:
Le indicazioni di angolo si riferiscono al "Punto zero dell'asse C".
Profili con asse C e lavorazioni con asse C:
I dati delle coordinate sulla superficie frontale/posteriore vengono
effettuati in coordinate cartesiane (XK, YK) o in coordinate polari
(X, C)
I dati delle coordinate sulla superficie cilindrica vengono effettuali
in coordinate polari (Z, C). Anziché "C" può essere utilizzata la
quota percorso CY ("sviluppo superficie cilindrica" sul diametro di
riferimento).
Asse B – piano di lavoro orientato: l'asse B consente lavorazioni di
foratura e fresatura su piani disposti obliqui nello spazio. Per la
programmazione il sistema di coordinate è orientato in modo che la
definizione delle sagome di fori e dei profili di fresatura avvenga nel
piano YZ. Successivamente la lavorazione avviene nel piano orientato.
Assi supplementari (assi ausiliari): oltre agli assi principali il CNC
PILOT supporta
U:asse lineare in direzione X
V:asse lineare in direzione Y
W:asse lineare in direzione Z
A:Asse rotante, che ruota intorno a X
B:Asse rotante, che ruota intorno a Y
C:Asse rotante, che ruota intorno a Z
Gli assi supplementari vengono programmati solo nella parte di
lavorazione nelle funzioni G0..G3, G12, G13, G30, G62 e G701. Una
interpolazione circolare è solo possibile negli assi principali. Gli assi
rotanti (come assi supplementari) vengono programmati nella parte di
lavorazione con G15.
B
B
Z
Y
X
A
B
C
U
V
W
Nel caso delle coordinate X negative si deve prestare
attenzione a quanto segue:
Non sono consentite nelle descrizioni di profili
Non sono consentite per cicli della lavorazione di
tornitura
La riproduzione del profilo viene sospesa
Il senso di rotazione per gli archi di cerchio (G2/G3, G12/
G13) deve essere adattato manualmente
La posizione della compensazione raggio tagliente (G41/
G42) deve essere adattata manualmente
L'editor DIN prende in considerazione solo le lettere di
indirizzo degli assi configurati.
Il comportamento degli assi rotanti B e C è in funzione
della loro configurazione come assi principali o
supplementari.