27 cicli di fr esat ur a – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 264
264
4.27 Cicli di fr
esat
ur
a
"D" e "V" si programmano per lavorare parti di una figura.
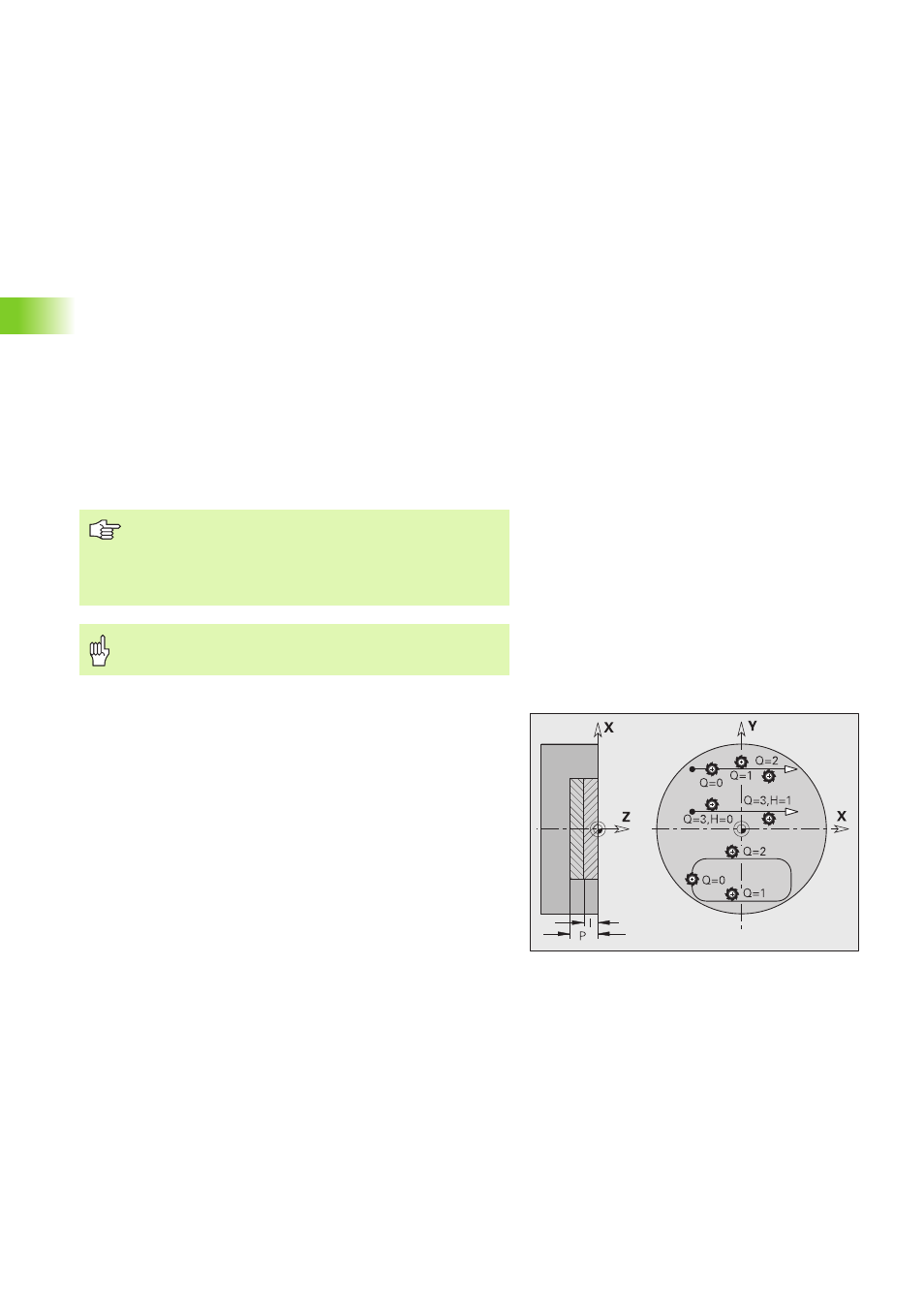
G840 – Fresatura
Sulla direzione di fresatura e la compensazione del raggio fresa (FRK)
si può influire con il "tipo di ciclo Q", la "direzione di fresatura H" e il
senso di rotazione della fresa (vedere tabella). Programmare solo i
parametri riportati nella tabella seguente.
Vedere anche:
G840 – Principi fondamentali: Pagina 262
G840 – Determinazione delle posizioni di preforatura: Pagina 263
D
Inizio numero elemento con figure parziali
La direzione di descrizione del profilo con figure è "in senso
antiorario". Il primo elemento del profilo con figure:
scanalatura circolare: l'arco di cerchio più grande
cerchio completo: il semicerchio superiore
rettangolo, poligono e scanalatura lineare: l'angolo di
posizione" indica il primo elemento del profilo.
V
Fine numero elemento con figure parziali
A
Esecuzione di "Determinazione delle posizioni di preforatura":
A=1
NF
Etichetta di posizione – Riferimento sotto cui il ciclo
memorizza le posizioni di preforatura [1..127].
WB
Diametro di ripassatura – Diametro della fresa
Nel calcolo delle posizioni di preforatura il ciclo tiene
conto del diametro dell'utensile attivo. Pertanto,
montare la punta prima di chiamare la "G840 A1 ..".
Programmare i sovrametalli nella determinazione delle
posizioni di preforatura e nella fresatura.
La G840 sovrascrive le posizioni di preforatura ancora
memorizzate sotto il riferimento "NF".
Parametri – Determinazione delle posizioni di preforatura