Specifica del ciclo – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 501
HEIDENHAIN CNC PILOT 4290
501
6.14 Gener
a
zione int
e
ra
tt
iv
a del piano di la
v
o
ro
(IA
G
)
Specifica del ciclo
Definire nel sottomenu "Ciclo" i parametri di ciclo e le strategie di
avvicinamento e disimpegno:
Area di lavorazione: definire tramite attivazione l'area da lavorare e
la direzione di lavorazione.
Attivazione tramite softkey: l'ordine di attivazione determina la
direzione di lavorazione.
Attivazione con touchpad – tasto sinistro del mouse: direzione di
lavorazione in direzione di generazione del profilo.
Attivazione con touchpad – tasto destro del mouse: direzione di
lavorazione in direzione opposta a quella di generazione del profilo.
Avvicinamento: prima che il ciclo venga attivato, l'utensile si sposta
in rapido dalla posizione corrente alla posizione di avvicinamento. I
cicli di foratura e di filettatura non contengono un "Avvicinamento".
Posizionare l'utensile con "Avvicinamento" su una posizione adatta.
Parametri ciclo: TURN PLUS propone i parametri ciclo. Controllare/
ottimizzare i parametri.
Disimpegno: al termine del ciclo, l'utensile si sposta in rapido sulla
posizione di disimpegno.
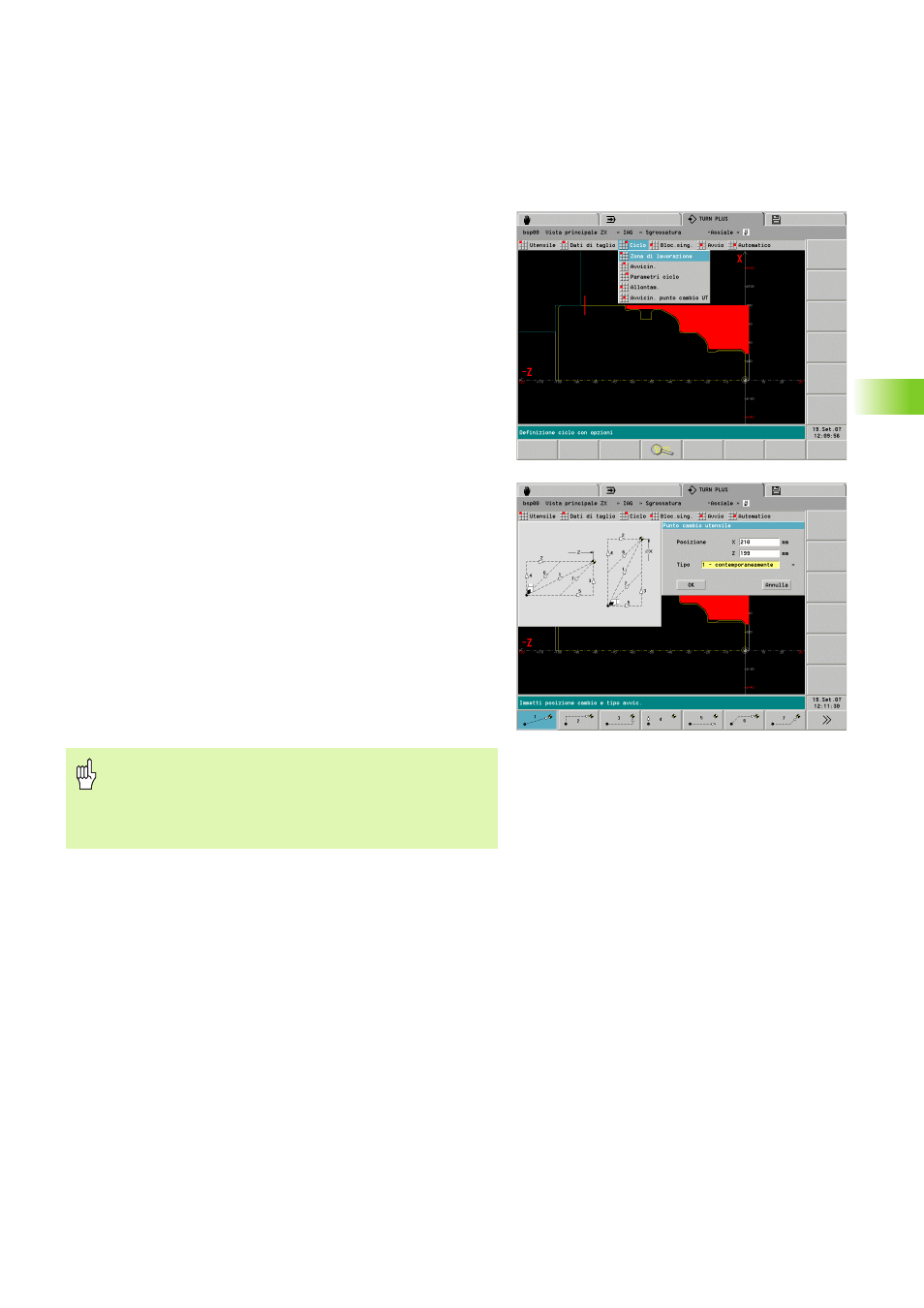
Avvicinamento del punto di cambio utensile: al termine del ciclo
oppure dopo il "disimpegno" l'utensile si sposta in rapido sulla
posizione di cambio. Quale posizione viene avvicinata e il tipo di
spostamento viene definito in "Tipo di spostamento sul punto di
cambio utensile [WP]" (parametro di lavorazione 2):
WP=1: la posizione indicata nella finestra di dialogo "Punto di
cambio utensile" viene avvicinata con G0. TURN PLUS registra
come valore proposto la posizione di cambio utensile.
WP=2: TURN PLUS genera un G14. La posizione indicata nella
finestra di dialogo "Punto di cambio utensile" è irrilevante.
WP=3: TURN PLUS calcola la posizione di cambio in base agli
utensili presenti nella torretta.
Attenzione Pericolo di collisione
Poiché nella generazione di un blocco di lavoro spesso non
sono ancora noti tutti gli utensili, non si dovrebbe
impiegare nella IAG l'impostazione "WP=3" (parametro di
lavorazione 2).