HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 291
HEIDENHAIN CNC PILOT 4290
291
4.28 Assegnazione, sincr
onizzazione, tr
asf
e
ri
ment
o di pezzi
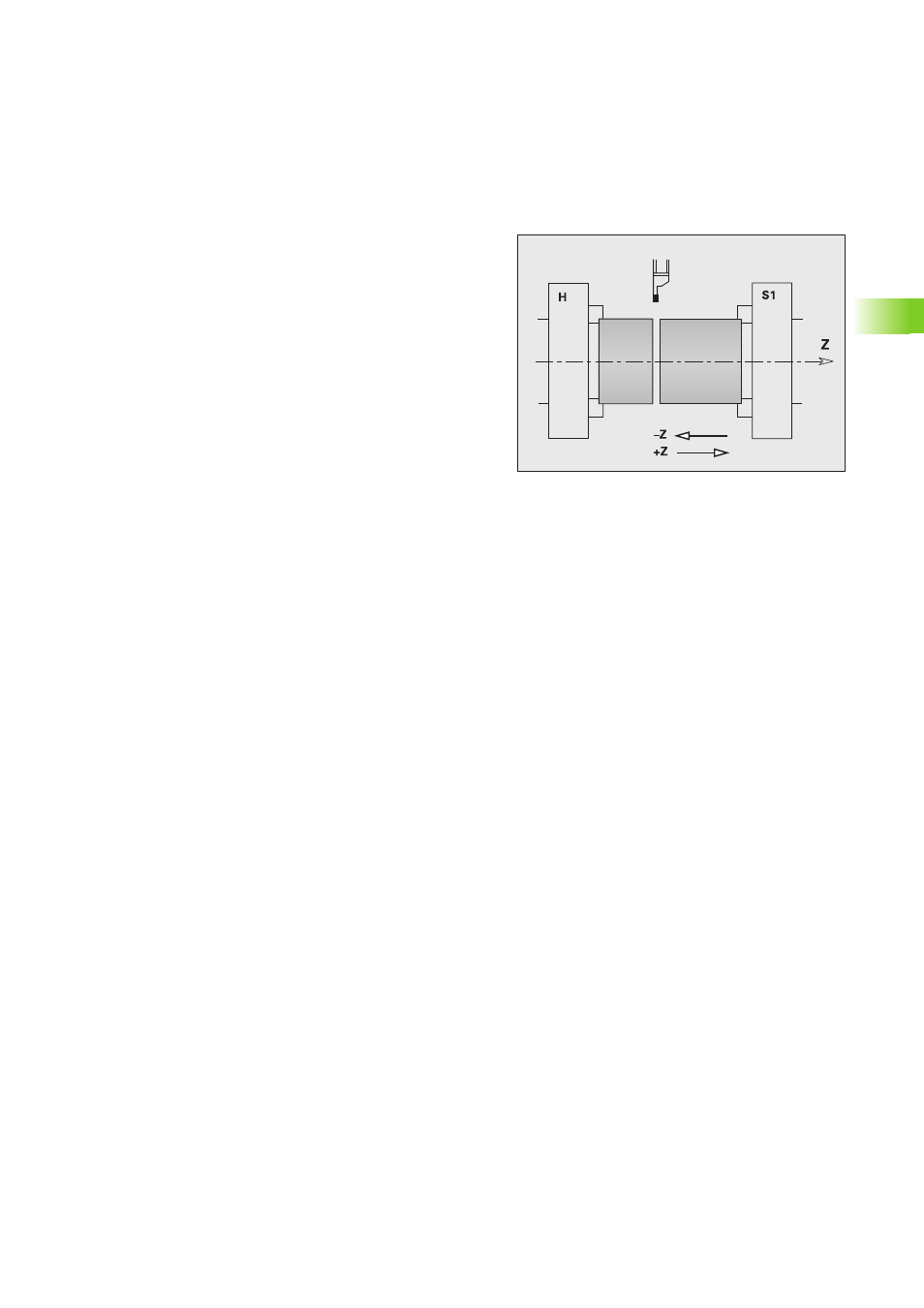
Controllo troncatura mediante monitoraggio
errore di inseguimento G917
G917 "sorveglia" il percorso di spostamento. Il controllo serve a evitare
collisioni nel caso di troncature non eseguite completamente.
Applicazione
Controllo troncatura: si sposta il pezzo troncato in direzione "+Z".
Se si verifica un errore di inseguimento, il pezzo è considerato non
troncato.
Controllo "troncatura senza sfridi": si sposta il pezzo troncato in
direzione "–Z". Se si verifica un errore di inseguimento, il pezzo è
considerato non troncato correttamente.
In MP 1115, 1165, .. si stabilisce:
il limite di errore di inseguimento
l'avanzamento del "percorso di spostamento sorvegliato"
Svolgimento del controllo di troncatura:
1
Troncare il pezzo
2
Con G917 attivare la "sorveglianza del percorso di spostamento"
3
Con G1 spostare il pezzo troncato
4
Il CNC PILOT controlla l'errore di inseguimento" e scrive il risultato
nella variabile V300
5
Valutare la variabile V300
Valori empirici
G917 fornisce risultati soddisfacenti alle seguenti condizioni:
con griffe di serraggio grezze fino a 3000 giri al minuto
con griffe di serraggio lisce fino a 2000 giri al minuto
Pressione di serraggio > 10 bar