27 cicli di fr esat ur a – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 268
268
4.27 Cicli di fr
esat
ur
a
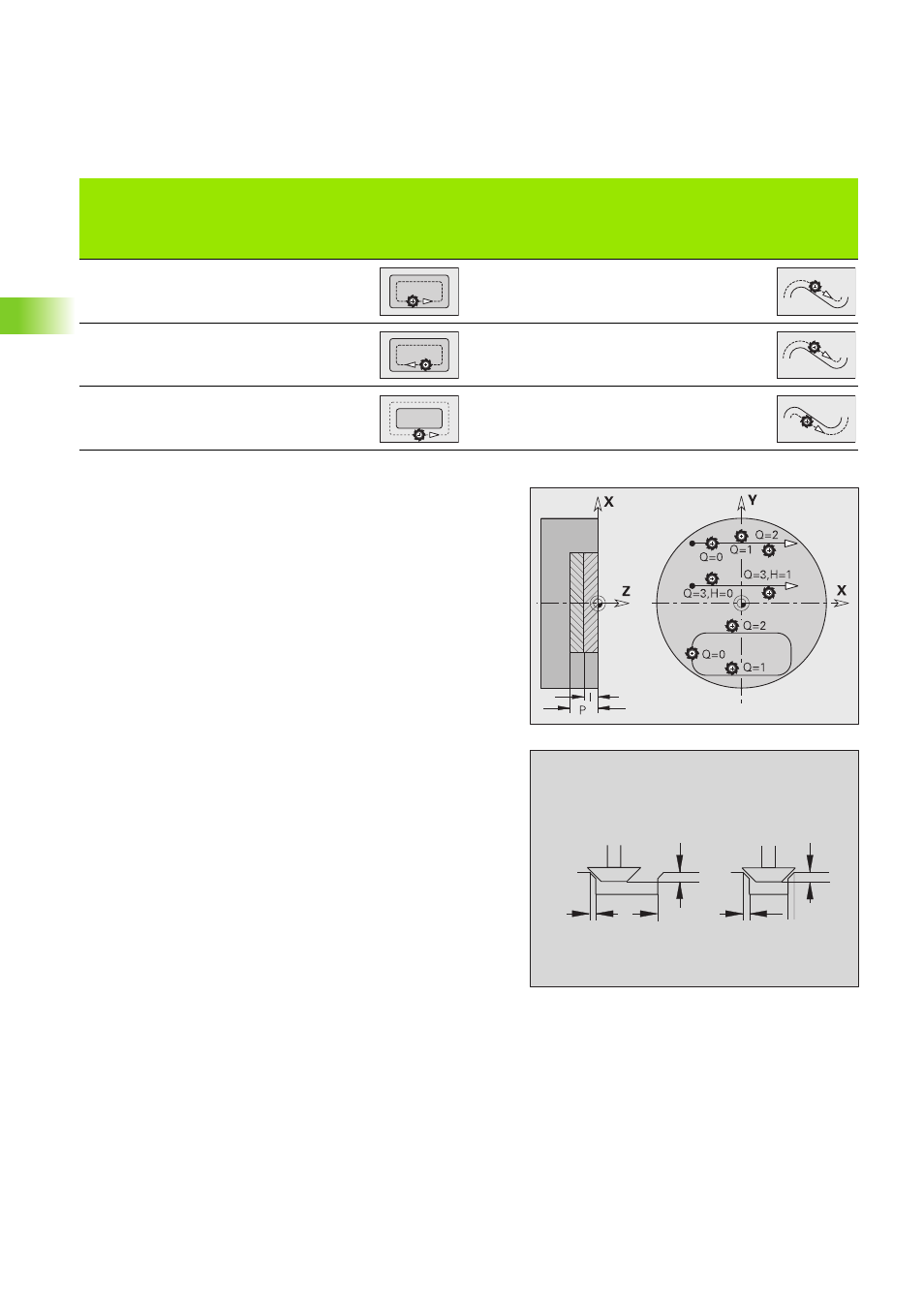
G840 – Sbavatura
G840 esegue la sbavatura, se si programma la "larghezza smusso B".
Se nel profilo sono presenti intersezioni, stabilire con "Q", se deve
essere lavorata la prima area (dal punto di partenza) o l'intero profilo.
Programmare solo i parametri riportati nella tabella seguente.
Interno
Concorde
(H=1)
Mx03
sx
sx
(Q=3)
Discorde
(H=0)
Mx04
sx
Interno
Concorde
(H=1)
Mx04
dx
sx
(Q=3)
Concorde
(H=1)
Mx03
sx
Esterno
(Q=2)
Discorde
(H=0)
Mx03
dx
dx
(Q=3)
Concorde
(H=1)
Mx04
dx
Fresatura profili G840
Tipo
ciclo
Direzione
di fresatura
Senso di
rotazione
UT
FRK
Esecuzione
Tipo
ciclo
Direzione di
fresatura
Senso di
rotazione
UT
FRK
Esecuzione
B
P
J
B
P
1
2
Parametri – Sbavatura
Q
Tipo di ciclo (= Posizione di fresatura)
Profili aperti
Q=0: punto di riferimento sul profilo. "Q0" esegue la
sbavatura della scanalatura con un solo allontanamento
del profilo aperto o chiuso precedentemente fresato.
Q=1: lavorazione a sinistra del profilo. Nelle
sovrapposizioni l'istruzione G840 considera solo la prima
area del profilo.
Q=2: lavorazione a destra del profilo. Nelle
sovrapposizioni l'istruzione G840 considera solo la prima
area del profilo.
Q=3: in funzione di "H" e del senso di rotazione della fresa
si esegue la fresatura a sinistra o a destra del profilo
(vedere "G840 – Fresatura" a pagina 264). Nelle
sovrapposizioni l'istruzione G840 considera solo la prima
area del profilo.
Q=4: lavorazione a sinistra del profilo. Nelle
sovrapposizioni l'istruzione G840 considera l'intero
profilo.
Q=5: lavorazione a destra del profilo. Nelle
sovrapposizioni l'istruzione G840 considera l'intero
profilo.
Profilo chiuso
Q=0: centro fresa sul profilo
Q=1: fresatura interna
Q=2: fresatura esterna