Movimento circolare g12/g13, 13 mo vimenti linear i e cir c olar i semplici – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 191
HEIDENHAIN CNC PILOT 4290
191
4.13 Mo
vimenti linear
i e cir
c
olar
i semplici
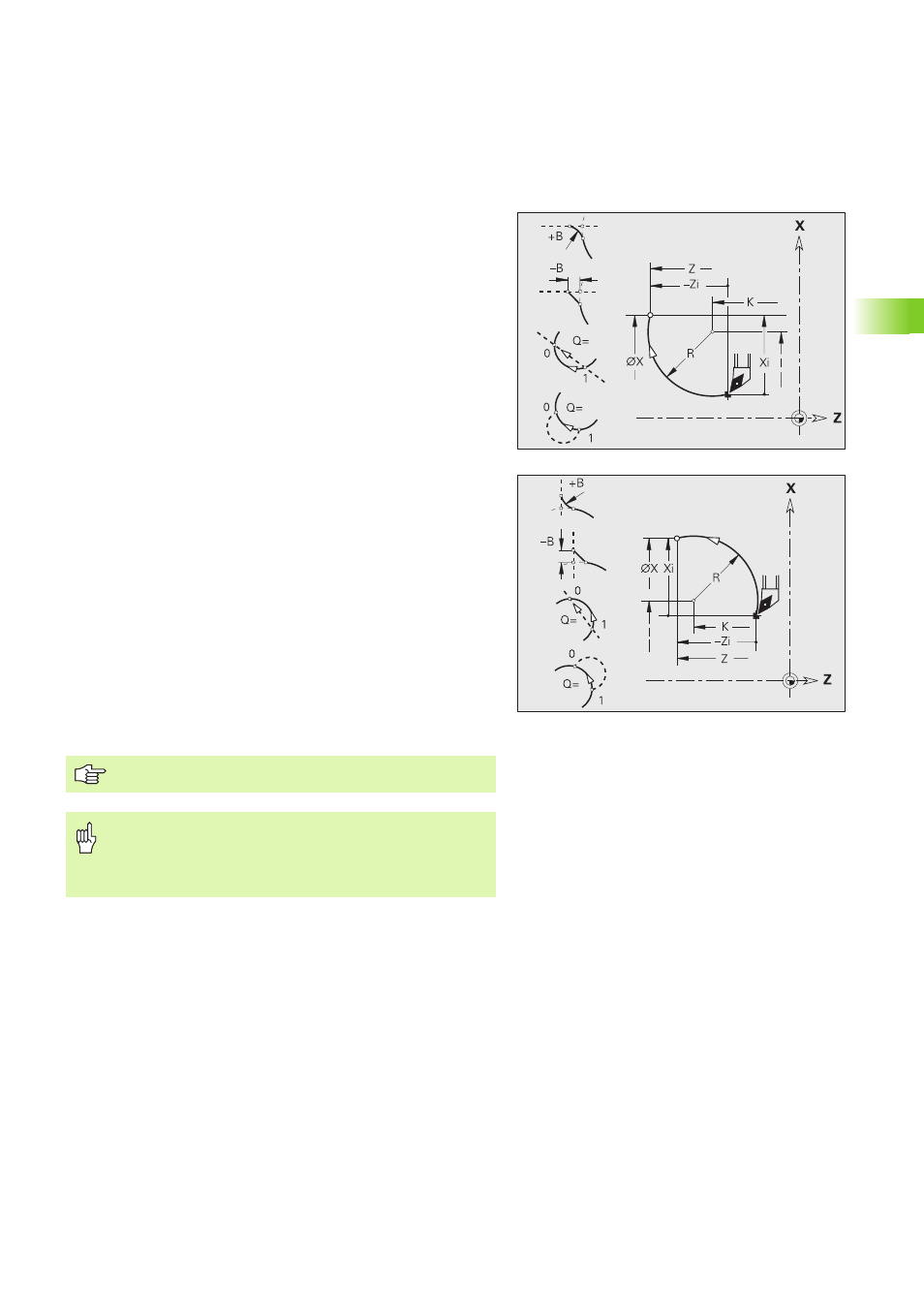
Movimento circolare G12/G13
L'istruzione G12/G13 trasla con avanzamento circolare al "Punto
finale". La quotatura del centro avviene in modo assoluto. Senso di
rotazione (vedere la grafica di supporto):
G12: in senso orario
G13: in senso antiorario
Parametri
X
Punto finale (quota diametrale)
Z
Punto finale
R
Raggio (0 < R <= 200 000 mm)
I
Centro assoluto (quota radiale)
K
Centro assoluto
Q
Punto d'intersezione. Punto finale se l'arco di cerchio interseca
una retta o un arco di cerchio (default: 0):
Q=0: punto d'intersezione vicino
Q=1: punto d'intersezione distante
B
Smusso/Arrotondamento. Definisce il raccordo con il
successivo elemento del profilo. Programmare il punto finale
teorico, se si indica uno smusso/arrotondamento.
Nessun inserimento: raccordo tangenziale
B=0: raccordo non tangenziale
B>0: raggio arrotondamento
B<0: larghezza smusso
E
Fattore di avanzamento speciale per smusso/arrotondamento
(default: 1)
Avanzamento speciale = avanzamento attivo * E (0 < E <= 1)
Programmazione X, Z: assoluto, incrementale, modale o "?"
Attenzione Pericolo di collisione!
Se i parametri di indirizzo vengono calcolati con "variabili V",
ha luogo solo un controllo limitato. Assicurarsi che i valori
delle variabili diano un arco di cerchio.