Troncatura-tornitura g869 – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 225
HEIDENHAIN CNC PILOT 4290
225
4.20 Cicli di t
o
rn
it
ur
a r
if
e
ri
ti al pr
ofilo
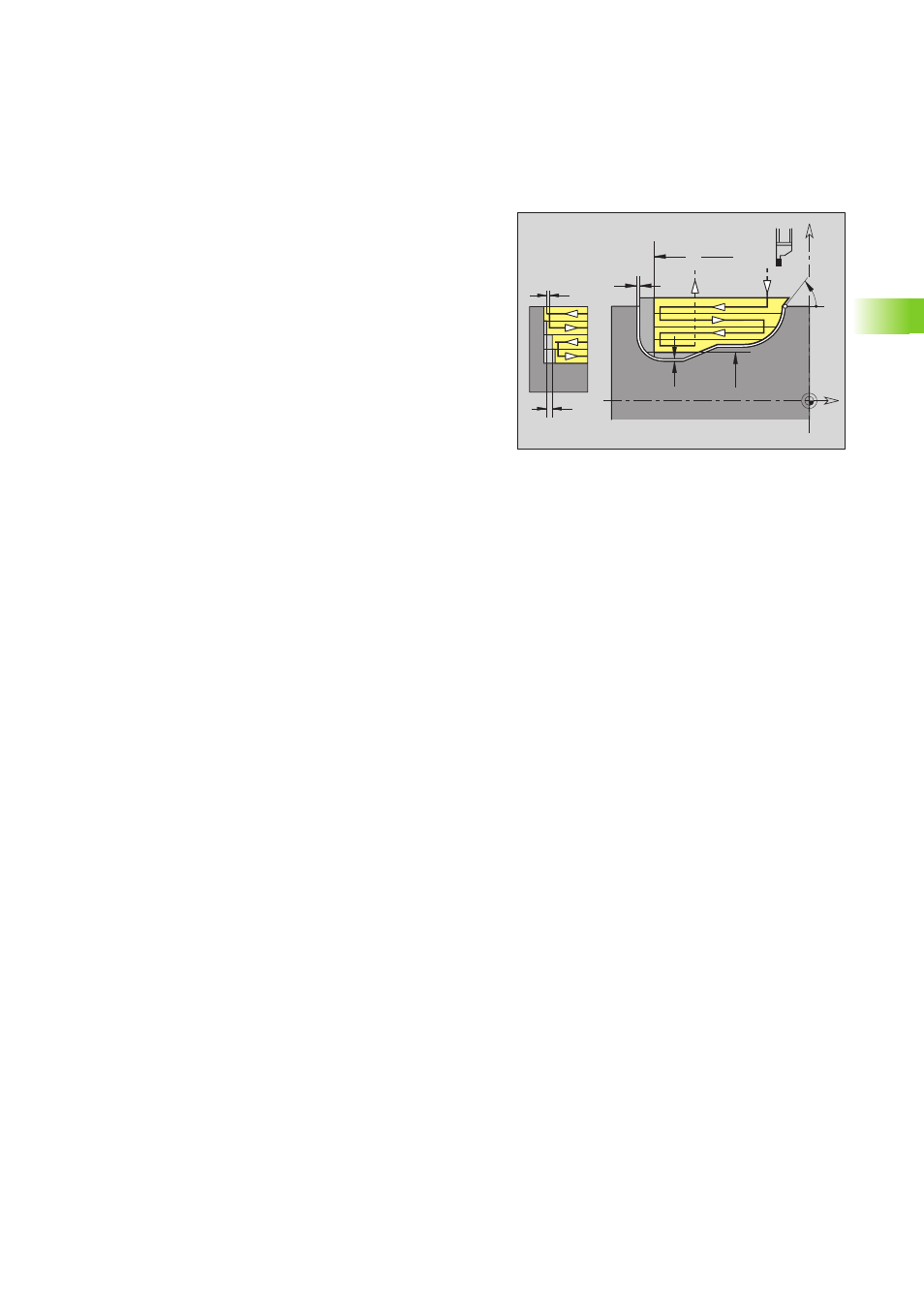
Troncatura-tornitura G869
L'istruzione G869 lavora l'area del profilo descritta da "NS, NE" in senso
assiale/radiale da "NS a NE". Compiendo movimenti alternati di
esecuzione gola e sgrossatura, la lavorazione avviene con minimi
movimenti di sollevamento e accostamento. Il profilo da lavorare può
contenere diverse cavità. Se necessario, è possibile suddividere la
superficie di lavorazione in diverse aree.
Z
K
X
Z
B
0,1mm
A
I
Ø
X
Ø
Parametri
NS
Numero di blocco iniziale
Inizio della sezione del profilo, o
Riferimento a una gola G22-Geo/G23-Geo
NE
Numero di blocco finale (fine della sezione del profilo)
NE non programmato: l'elemento del profilo NS viene
lavorato nella direzione di definizione del profilo.
NS=NE programmato: l'elemento del profilo NS viene
lavorato in senso contrario alla direzione di definizione del
profilo.
NE assente, se il profilo è definito con G22-Geo/G23-Geo
P
Accostamento massimo
R
Correzione della profondità di tornitura per lavorazione di
finitura (default: 0)
I
Sovrametallo in direzione X (quota diametrale) – (default: 0)
K
Sovrametallo in direzione Z (default: 0)
X
Limitazione di taglio (quota diametrale) – (default: nessuna
limitazione di taglio)
Z
Limitazione di taglio (default: nessuna limitazione di taglio)
A
Angolo di avvicinamento (default: in direzione opposta a quella
di esecuzione della gola)
W
Angolo di allontanamento (default: in direzione opposta a
quella di esecuzione della gola)
Q
Esecuzione (default: 0)
Q=0: sgrossatura e finitura
Q=1: solo sgrossatura
Q=2: solo finitura
U
Lavorazione di tornitura unidirezionale (default: 0)
U=0: la lavorazione di sgrossatura avviene in senso
bidirezionale.
U=1: la lavorazione di sgrossatura avviene in senso
unidirezionale nella direzione di lavorazione (da "NS a NE")
H
Tipo di svincolo alla fine del ciclo (default: 0)
H=0: ritorno al punto di partenza (gola assiale: prima in
direzione Z poi X; gola radiale: prima in direzione X poi Z)
H=1: posizionamento davanti al profilo finito
H=2: sollevamento a distanza di sicurezza e arresto