Fresatura tasca finitura g846, 27 cicli di fr esat ur a – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 276
276
4.27 Cicli di fr
esat
ur
a
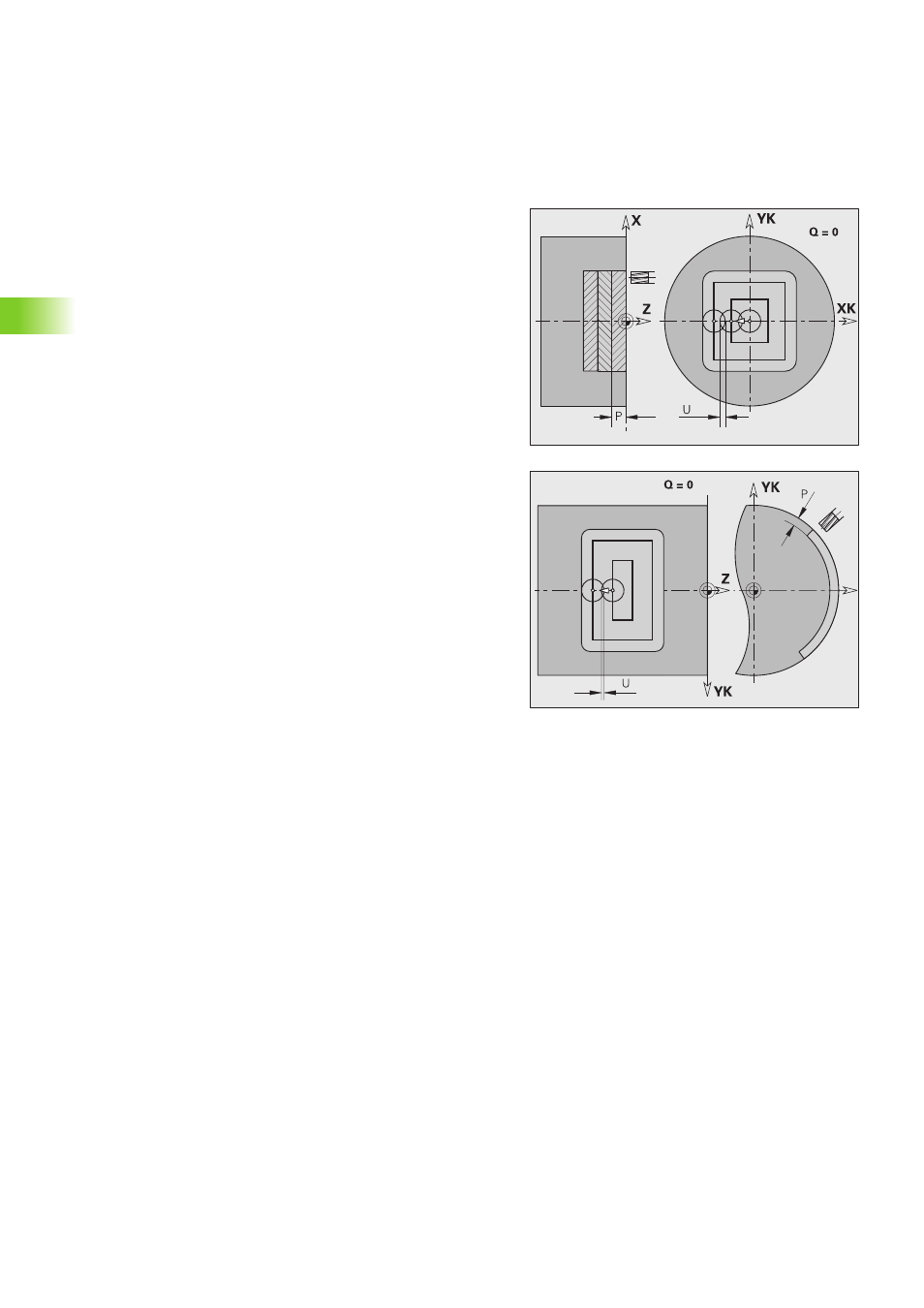
Fresatura tasca finitura G846
La Direzione di fresatura viene influenzata attraverso la "Direzione di
fresatura H", la "Direzione di lavorazione Q" e il senso di rotazione della
fresa (vedere tabella seguente).
Parametri – Finitura
NS
Numero di blocco – Riferimento alla descrizione del profilo
P
Profondità di fresatura (massima) (accostamento nel piano di
fresatura)
R
Raggio di avvicinamento/allontanamento (default: 0)
R=0: avvicinamento diretto dell'elemento del profilo.
L'accostamento avviene sul punto di partenza sopra il piano
di fresatura, poi viene eseguito l'accostamento in profondità
perpendicolare.
R>0: la fresa percorre l'arco di avvicinamento/
allontanamento che si unisce tangenzialmente all'elemento
del profilo.
U
Fattore di sovrapposizione (minimo). Definisce la
sovrapposizione delle traiettorie di fresatura (default: 0,5).
Sovrapposizione = U*diametro fresa
H
Direzione di fresatura (default: 0)
H=0: discorde
H=1: concorde
F
Avanzamento per accostamento in profondità (default:
avanzamento attivo)
E
Avanzamento ridotto per elementi circolari (default:
avanzamento corrente)
J
Piano di ritorno (default: ritorno alla posizione di partenza)
Superficie frontale o posteriore: posizione di ritorno in
direzione Z
Superficie cilindrica: posizione di ritorno in direzione X
(quota diametrale)
Q
Direzione di lavorazione (default: 0)
Q=0: dall'interno verso l'esterno
Q=1: dall'esterno verso l'interno
O
Strategia di penetrazione (default: 0)
O=0 – Penetrazione perpendicolare: il ciclo si porta sul
punto di partenza, penetra e finisce la tasca.
Q=1 – Arco di entrata con accostamento in profondità: Sui
piani di fresatura superiori, il ciclo si accosta al piano e si
avvicina con un arco di entrata. Sui piani di fresatura
inferiori, la fresa penetra fino alla profondità di fresatura
mentre percorre l'arco di entrata (arco di entrata
tridimensionale). Questa strategia di penetrazione può
essere impiegata soltanto in combinazione con un arco di
entrata "R". Il presupposto è la lavorazione dall'interno verso
l'esterno (Q=1).