Foratura profonda g74, 23 cicli di f o ra tu ra – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 251
HEIDENHAIN CNC PILOT 4290
251
4.23 Cicli di f
o
ra
tu
ra
Possibilità di lavorazione:
Maschio fisso: il mandrino principale e l'azionamento
dell'avanzamento vengono sincronizzati.
Maschio motorizzato: l'utensile motorizzato e l'azionamento
dell'avanzamento vengono sincronizzati.
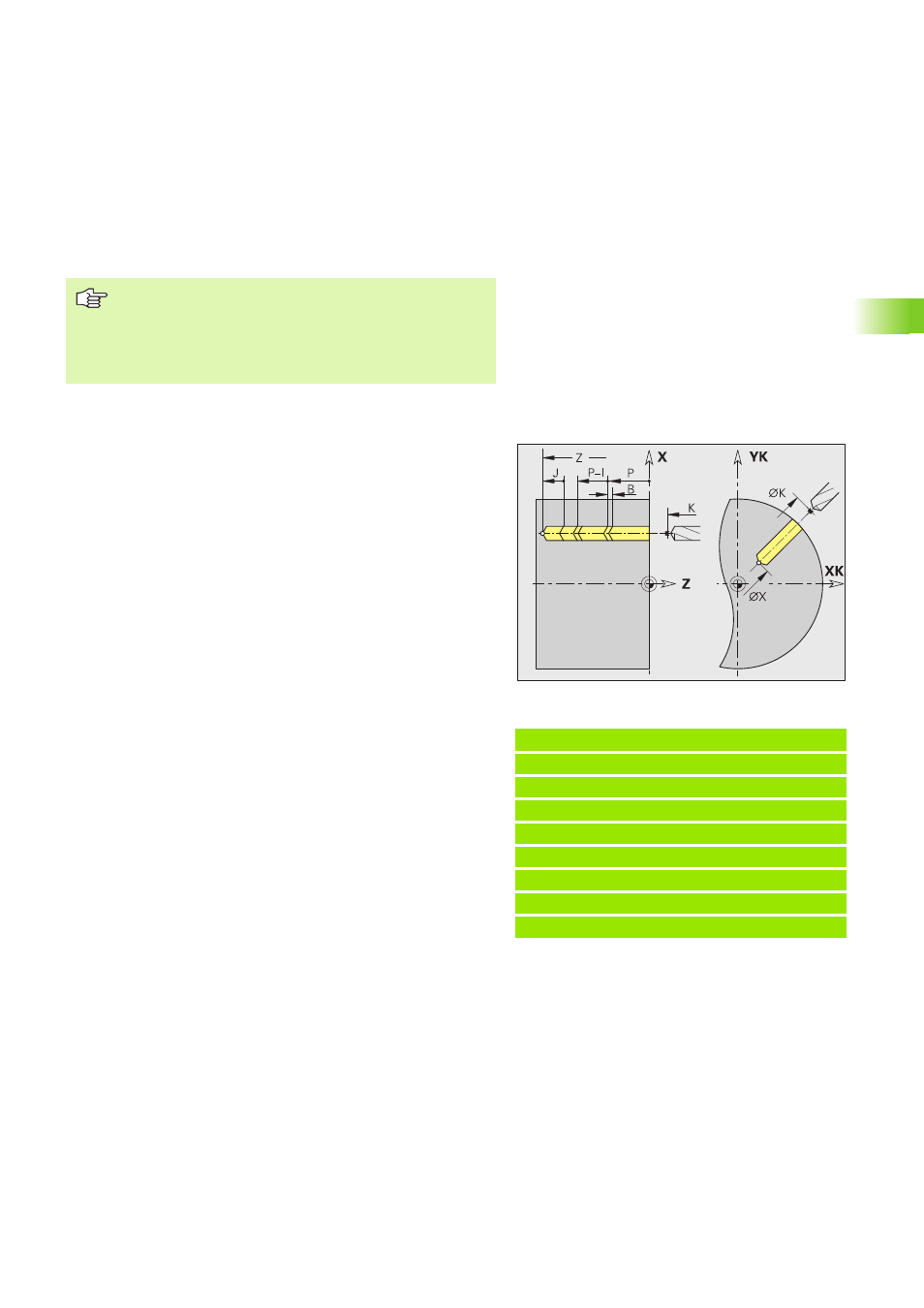
Foratura profonda G74
L'istruzione G74 esegue forature assiali/radiali in più passi con utensili
fissi o motorizzati.
"Stop ciclo" è attivo alla fine della maschiatura.
Il potenziometro avanzamento non è attivo.
Non utilizzare il potenziometro mandrino!
Per l'azionamento utensile non regolato (senza encoder
ROD) è necessario un compensatore utensile.
Esempio: G74
. . .
N1 M5
N2 T4 G197 S1000 G195 F0.2 M103
N3 M14
N4 G110 C0
N5 G0 X80 Z2
N6 G74 Z-40 R2 P12 I2 B0 J8
[Foratura]
N7 M15
. . .
Parametri
NS
Numero blocco del profilo
Riferimento al profilo del foro (G49-Geo, G300-Geo o G310-
Geo)
Nessuna immissione: foratura singola senza descrizione del
profilo
X
Punto finale foro assiale (quota diametrale)
Z
Punto finale foro radiale
P
1ª profondità di foratura
I
Valore di riduzione (default: 0)
B
Distanza di ritorno (default: a "Punto iniziale foro")
J
Profondità minima di foratura (default: 1/10 di "P")
E
Tempo di sosta per rottura truciolo a fine foro (in secondi) –
(default: 0)
V
Riduzione di avanzamento (50 %) – (default: 0)
V=0 oppure 2: riduzione all'inizio
V=1 oppure 3: riduzione a inizio e fine
V=4: riduzione alla fine
V=5: senza riduzione
D
Velocità di ritorno e accostamento all'interno del foro (default:
0)
D=0: rapido
D=1: avanzamento
K
Piano di ritorno (fori radiali: quota diametrale) – (default: alla
posizione di partenza o alla distanza di sicurezza)