Spostamento punto zero g51, 16 spostamenti or igine – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 199
HEIDENHAIN CNC PILOT 4290
199
4.16 Spostamenti or
igine
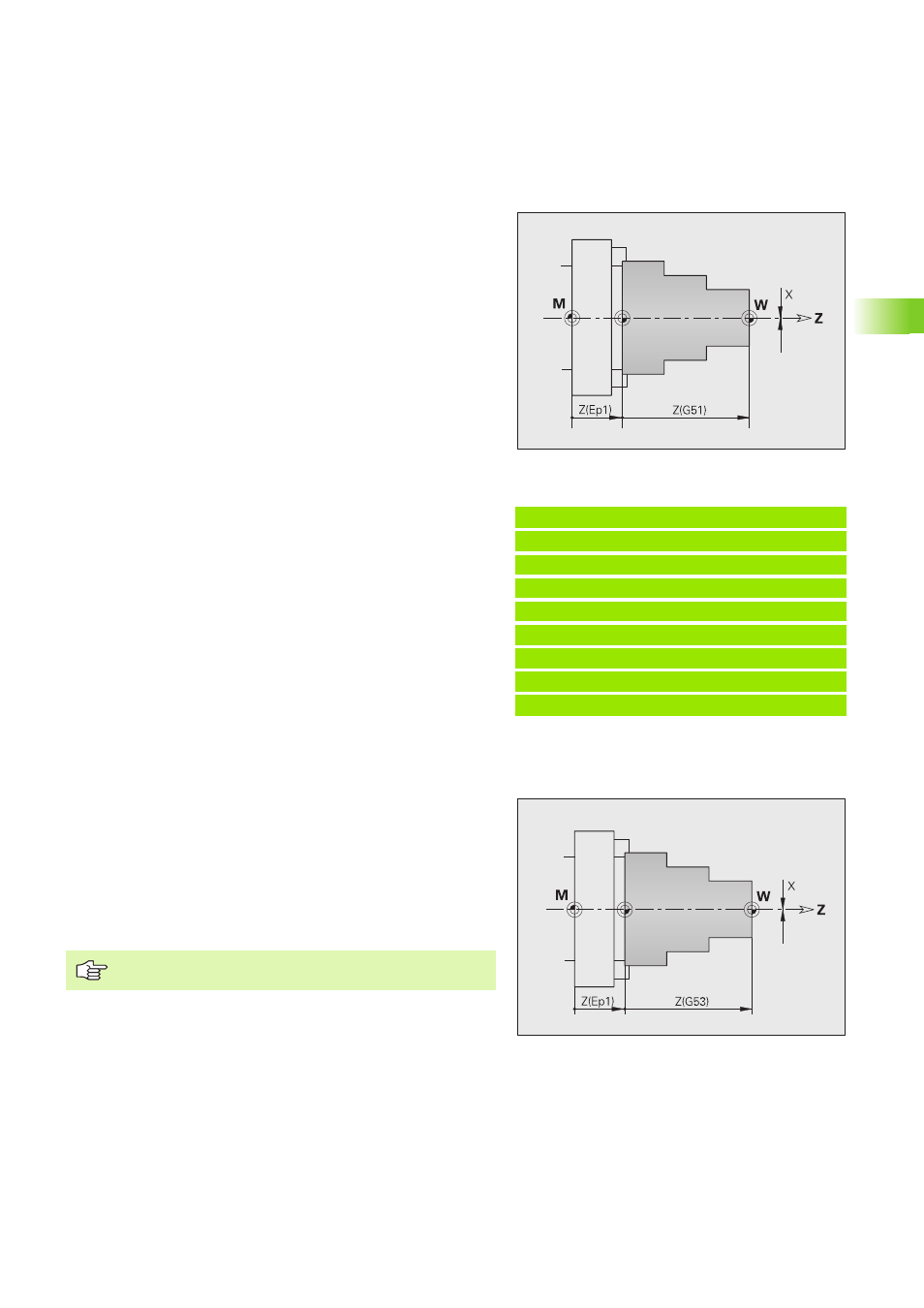
Spostamento punto zero G51
L'istruzione G51 muove il punto zero pezzo di "Z" (o "X"). Lo
spostamento si riferisce all'origine pezzo definita in modalità
Predisposizione.
Anche se si programma più volte l'istruzione G51, il punto di
riferimento rimane il punto zero pezzo definito in modalità
Predisposizione.
Lo spostamento origine è valido fino alla fine del programma oppure
fino a quando non viene annullato da altri spostamenti origine.
Spostamento origine in funzione di parametri
G53, G54, G55
G53..G55 sposta l'origine pezzo del valore definito nei parametri di
predisposizione 3, 4, 5. Lo spostamento si riferisce all'origine pezzo
definita in modalità Predisposizione.
Anche se si programmano più volte le istruzioni G53, G54, G55, il
punto di riferimento rimane il punto zero pezzo definito in modalità
Predisposizione.
Lo spostamento origine è valido fino alla fine del programma oppure
fino a quando non viene annullato da altri spostamenti origine.
Parametri
X
Spostamento (quota radiale)
Z
Spostamento
Esempio: G51
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X62 Z5
N3 G810 NS7 NE12 P5 I0.5 K0.2
N4 G51 Z-28
[Spostamento origine]
N5 G0 X62 Z-15
N6 G810 NS7 NE12 P5 I0.5 K0.2
N7 G51 Z-56
[Spostamento origine]
. . .
Uno spostamento in X viene indicato come quota radiale.