Elenco funzioni g, Parametri di indirizzo – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 120
120
4.2 A
v
v
e
rt
enz
e
per la pr
ogr
ammazione
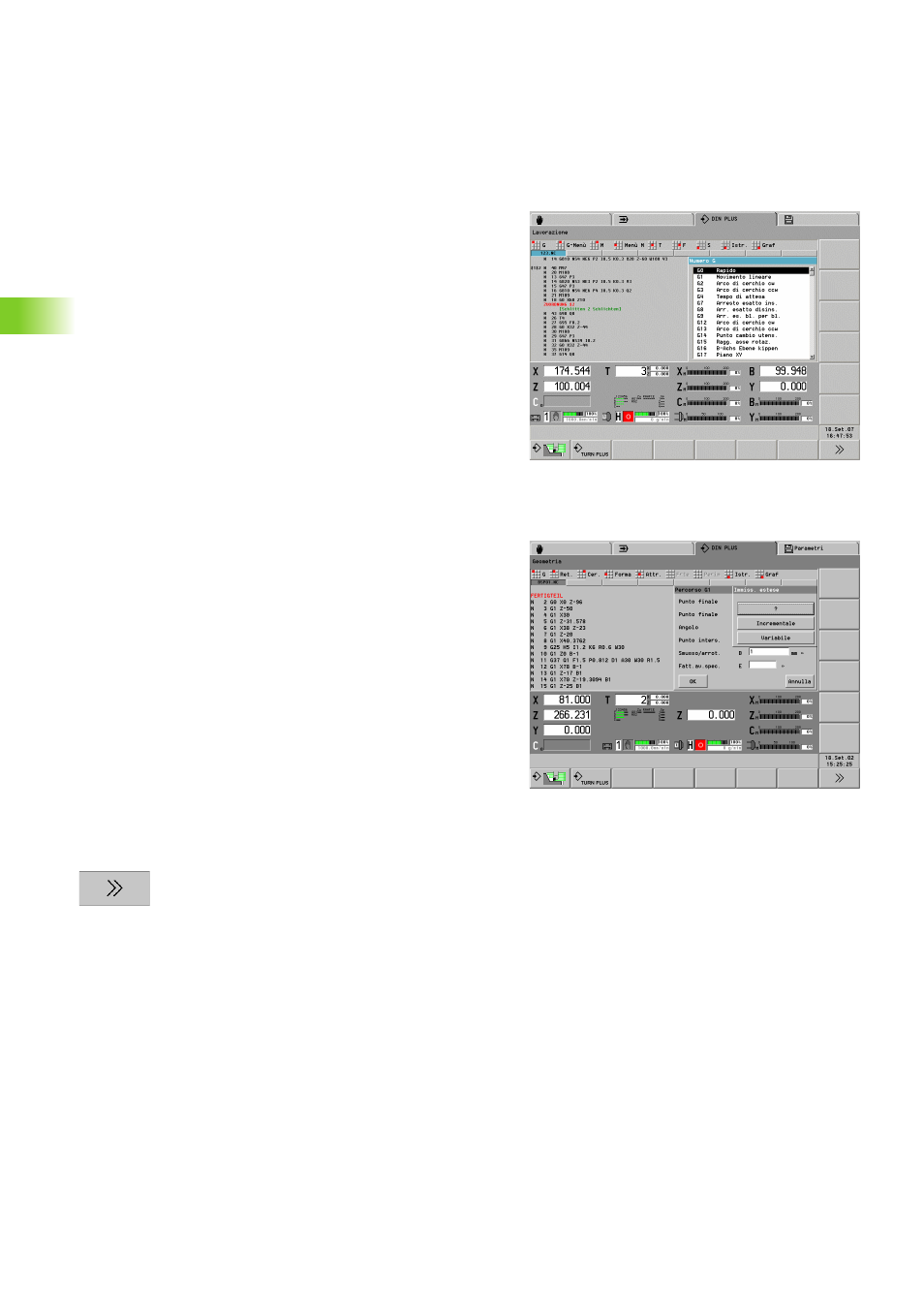
Elenco funzioni G
Se il numero G non è noto, l'editor DIN fornisce un supporto con
l'elenco di funzioni G.
U
Selezionare "G" nel menu Geometria o Lavorazione.
L'editor apre l'"elenco funzioni G".
U
Posizionare il cursore sulla funzione G desiderata
U
con ENTER confermare il numero G
Parametri di indirizzo
Programmare le coordinate assolute o incrementali. Le coordinate X,
Y, Z, XK, YK, C non indicate vengono confermate dal blocco
precedentemente eseguito (modali).
Le coordinate sconosciute degli assi principali X, Y o Z sono calcolate
dal CNC PILOT, se si programma "?" (programmazione geometrica
semplificata – VGP).
Le funzioni di lavorazione G0, G1, G2, G3, G12 e G13 sono di tipo
modale. Questo significa che il CNC PILOT conferma l'istruzione G
precedente, se nel blocco successivo sono programmati i parametri di
indirizzo X, Y, Z, I o K senza funzione G. I valori assoluti vengono
presupposti come parametri di indirizzo.
Il CNC PILOT supporta variabili ed espressioni matematiche come
parametri di indirizzo.
Editing di parametri di indirizzo:
U
Attivare la finestra di dialogo
U
Posizionare il cursore sulla casella di immissione e
inserire/modificare i valori o
U
Richiamare "Immissione estesa"
Programmare "?" (VGP)
Cambio "Incrementale – Assoluto"
Attivare l'immissione di variabili