Maschiatura g36, 23 cicli di f o ra tu ra – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 250
250
4.23 Cicli di f
o
ra
tu
ra
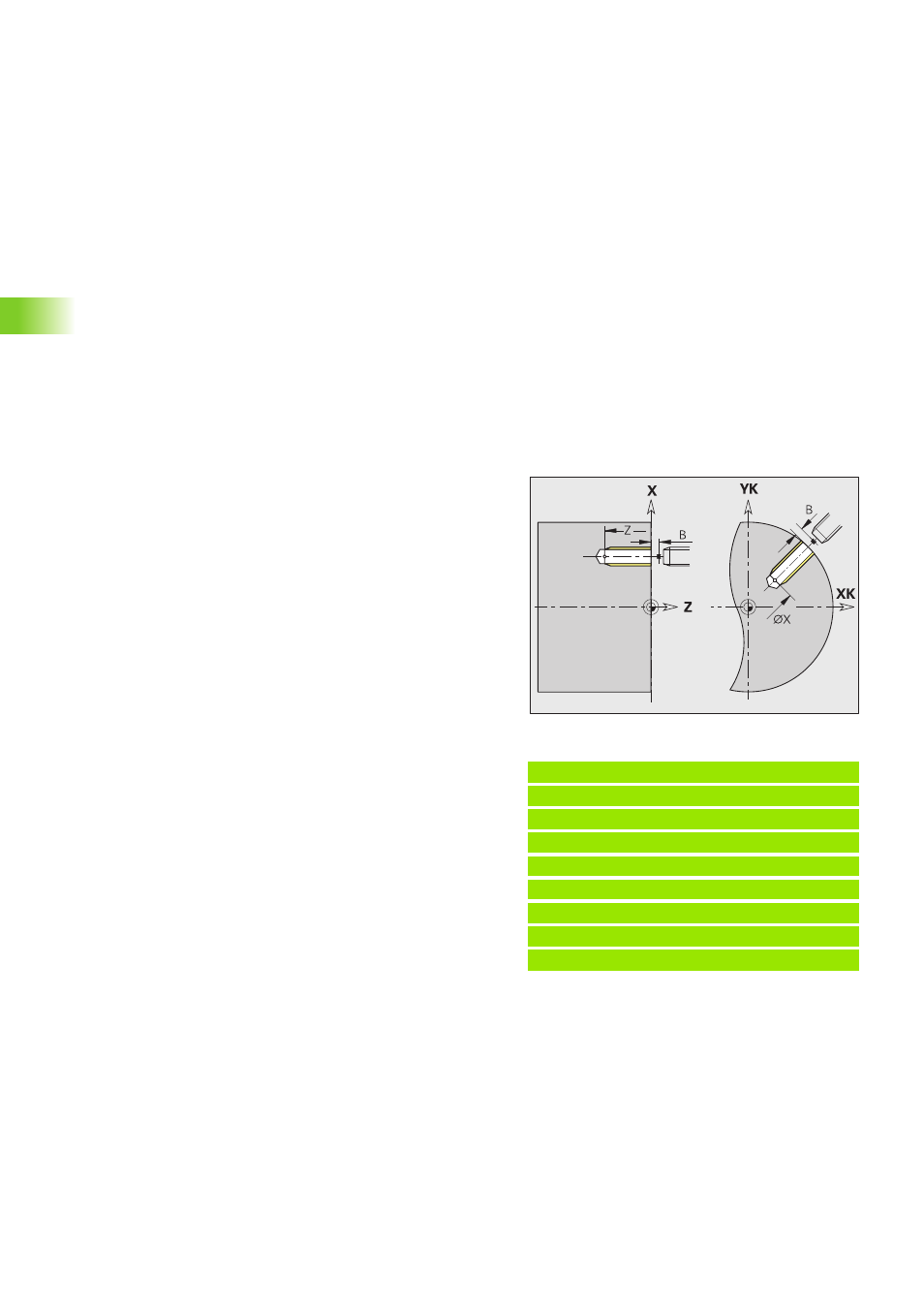
Maschiatura G36
L'istruzione G36 esegue la filettatura assiale/radiale con utensili fissi o
motorizzati. G36 decide sulla base di "X/Z", se viene realizzata una
foratura radiale o assiale.
Raggiungere il punto di partenza prima di G36. Dopo la maschiatura
G36 raggiunge il punto di partenza.
Esecuzione del ciclo
1
Posizionamento in rapido sul "Punto di partenza":
K non programmato: traslazione diretta al "Punto di partenza"
K programmato: traslazione sulla posizione "K" e poi al "Punto
di partenza"
2
Posizionamento in avanzamento sulla "Lunghezza imbocco B"
(sincronizzazione di mandrino e azionamento dell'avanzamento).
3
Esecuzione della filettatura.
4
Ritorno con "Velocità di ritorno S":
K non programmato: al "Punto di partenza"
K programmato: ritorno alla posizione "K"
Esempio: G36
. . .
N1 T5 G97 S1000 G95 F0.2 M3
N2 G0 X0 Z5
N3 G71 Z-30
N4 G14 Q0
N5 T6 G97 S600 M3
N6 G0 X0 Z8
N7 G36 Z-25 F1.5 B3 Q0
[Maschiatura]
. . .
Parametri
X
Punto finale foro assiale (quota diametrale)
Z
Punto finale foro radiale
F
Avanzamento al giro: passo filettatura
Q
Numero mandrino (default:0 – mandrino principale)
B
Lunghezza di entrata per la sincronizzazione di mandrino e
azionamento dell'avanzamento
H
Direzione di riferimento per passo filettatura (default: 0)
H=0: avanzamento su asse Z
H=1: avanzamento su asse X
H=2: avanzamento sull'asse Y
H=3: avanzamento traiettoria
S
Velocità di ritorno (default: numero di giri di maschiatura)