3 programmazione profilo, 2 not e sulla pr ogr ammazione – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 78
4 DIN PLUS
66
4.2.3 Programmazione profilo
La descrizione del profilo parte grezza e parte finita è il
presupposto per la ”ripetizione del profilo” e l'impiego
di cicli di tornitura basati su profilo. Per lavorazioni di
fresatura e foratura (asse C o Y) la descrizione del
profilo è la premessa per l'impiego di cicli di
lavorazione.
Per profili per la lavorazione di tornitura:
n
Descrivere il profilo in ”un tratto”.
n
La direzione della descrizione è indipendente dalla
direzione di lavorazione.
n
Il CNC PILOT chiude i profili ”aperti” parallelamente
all'asse.
n
Le descrizioni del profilo non possono esulare
dall'asse di rotazione.
n
Il profilo della parte finita deve trovarsi all'interno del
profilo della parte grezza.
n
Per parti di barre deve essere definito come parte
grezza soltanto la sezione necessaria per la
produzione del pezzo.
n
Le descrizioni del profilo sono valide per l'intero
programma NC, anche se il pezzo viene riserrato
per la lavorazione sul retro.
n
Nei cicli di lavorazione i ”riferimenti” si
programmano sulla descrizione del profilo.
4.2 Not
e sulla pr
ogr
ammazione
Continua
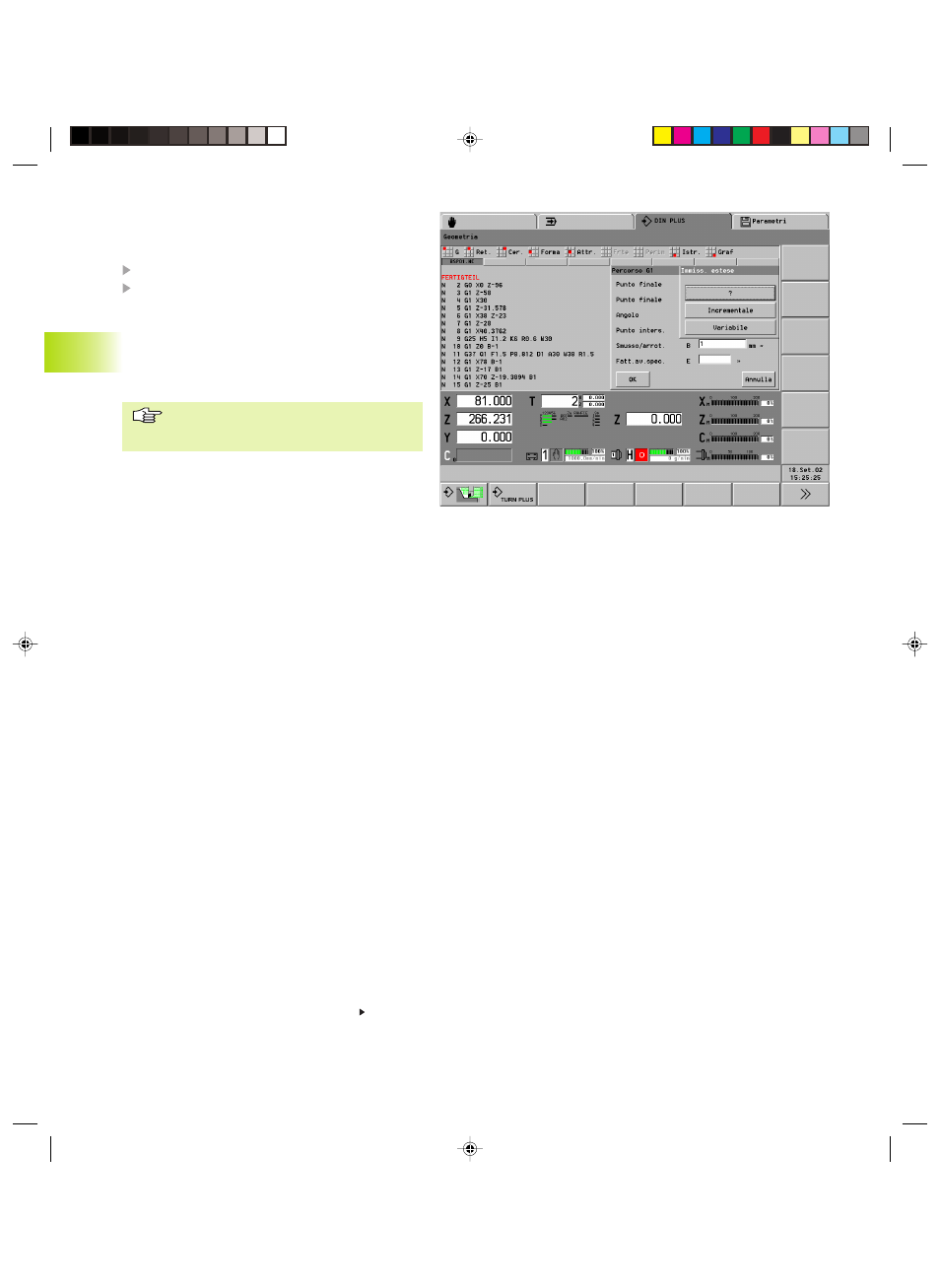
Il CNC PILOT supporta come parametri di indirizzo
variabili ed espressioni matematiche.
Editing di parametri di indirizzo
Attivare la finestra di dialogo
Posizionare il cursore sulla casella di immissione
■
Inserire/modificare i valori oppure
■
Premere il softkey AVANTI: richiamo di
”Immissione estesa”
■
Programmare ”?” (VGP)
■
Cambiare ”Incrementale – Assoluto”
■
Attivare ”Immissione variabili”
Il CNC PILOT visualizza le ”immissioni
estese” ammesse per la casella di
immissione.
6_4290BH4.pm6
21.02.2005, 08:02
66