12 funzioni speciali – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 176
4 DIN PLUS
164
Valori per controllo scanalatura G992
L'istruzione G992 sovrascrive i parametri macchina ”Controllo
scanalatura” 808, 858, ...
I nuovi parametri sono validi a partire dal blocco NC successivo e
rimangono attivi fino a quando non vengono sovrascritti manualmente
o da un'altra istruzione G992.
Parametri
S:
Differenza numero di giri (in giri al minuto)
E:
Tempo di monitoraggio (in ms)
Controllo scanalatura con monitoraggio mandrino
G991
Il controllo scanalatura consente di evitare collisioni per operazioni di
scanalatura non eseguite completamente. L'istruzione G991 controlla
l'operazione di scanalatura verificando la differenza del numero di giri
dei due mandrini.
Inizialmente i due mandrini sono accoppiati ”dinamicamente” dal
pezzo. Soltanto quando il pezzo è stato scanalato, i mandrini ruotano
indipendentemente l'uno dall'altro. La differenza del numero di giri e il
tempo di monitoraggio vengono definiti nei parametri macchina 808,
858, ..., ma possono essere tuttavia modificati con G992.
Il CNC PILOT scrive il risultato del controllo di scanalatura nella
variabile V300.
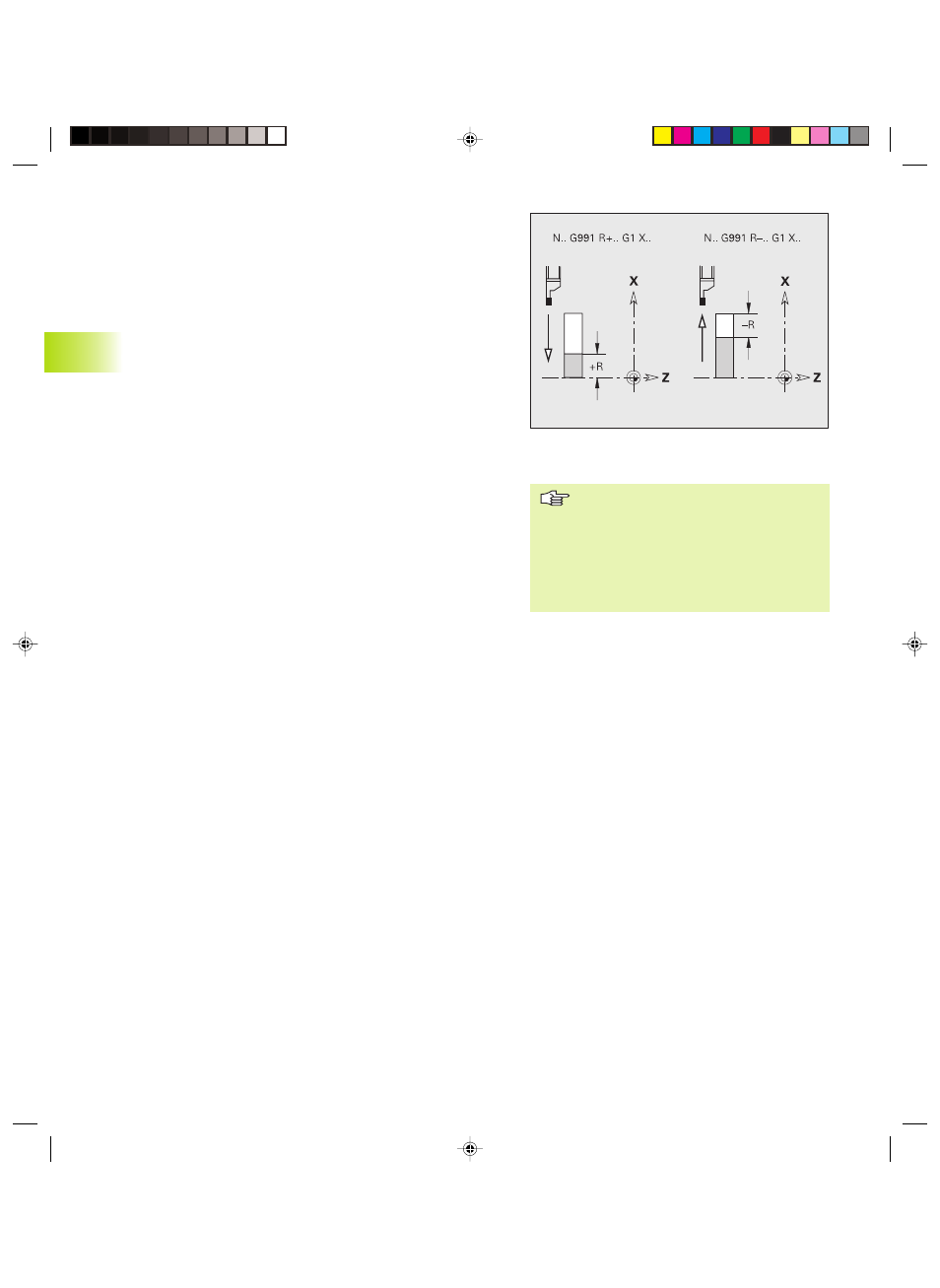
Nel ”Percorso di ritorno R” si definisce il percorso da controllare e si
determina se bisogna controllare il percorso di scanalatura (poco
prima della separazione) o il percorso di ritorno (vedi figura).
Parametri
R:
Percorso di ritorno (valore raggio)
■
Nessuna immissione: si verifica (una volta) la differenza del
numero di giri dei mandrini sincroni
■
R>0: controllo del ”percorso di scanalatura residuo”
■
R<0: controllo del ”percorso di ritorno” – il controllo inizia
all'avvio del ”percorso di ritorno” e termina in ”Percorso di
ritorno – R”
Note di programmazione:
■
Programmare la velocità di taglio costante G96
■
Programmare G991 e G1 (percorso di scanalatura o percorso di
ritorno) in un blocco
■
Risultato in V300:
■
0: non scanalato
■
1: scanalato
■
L'istruzione G991 genera un ”arresto del compilatore”
■
Il controllo scanalatura con l'istruzione
G917 è da preferire a quello con G991.
■
La rottura dell'utensile può causare
differenze nel numero di giri o alterare il
risultato del controllo scanalatura. Si
raccomanda perciò di eseguire il
monitoraggio supplementare del
percorso di ritorno.
4.12 Funzioni speciali
6_4290BH4.pm6
21.02.2005, 08:03
164