5 istr uzioni di g eometr ia – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 110
4 DIN PLUS
98
G103-Geo
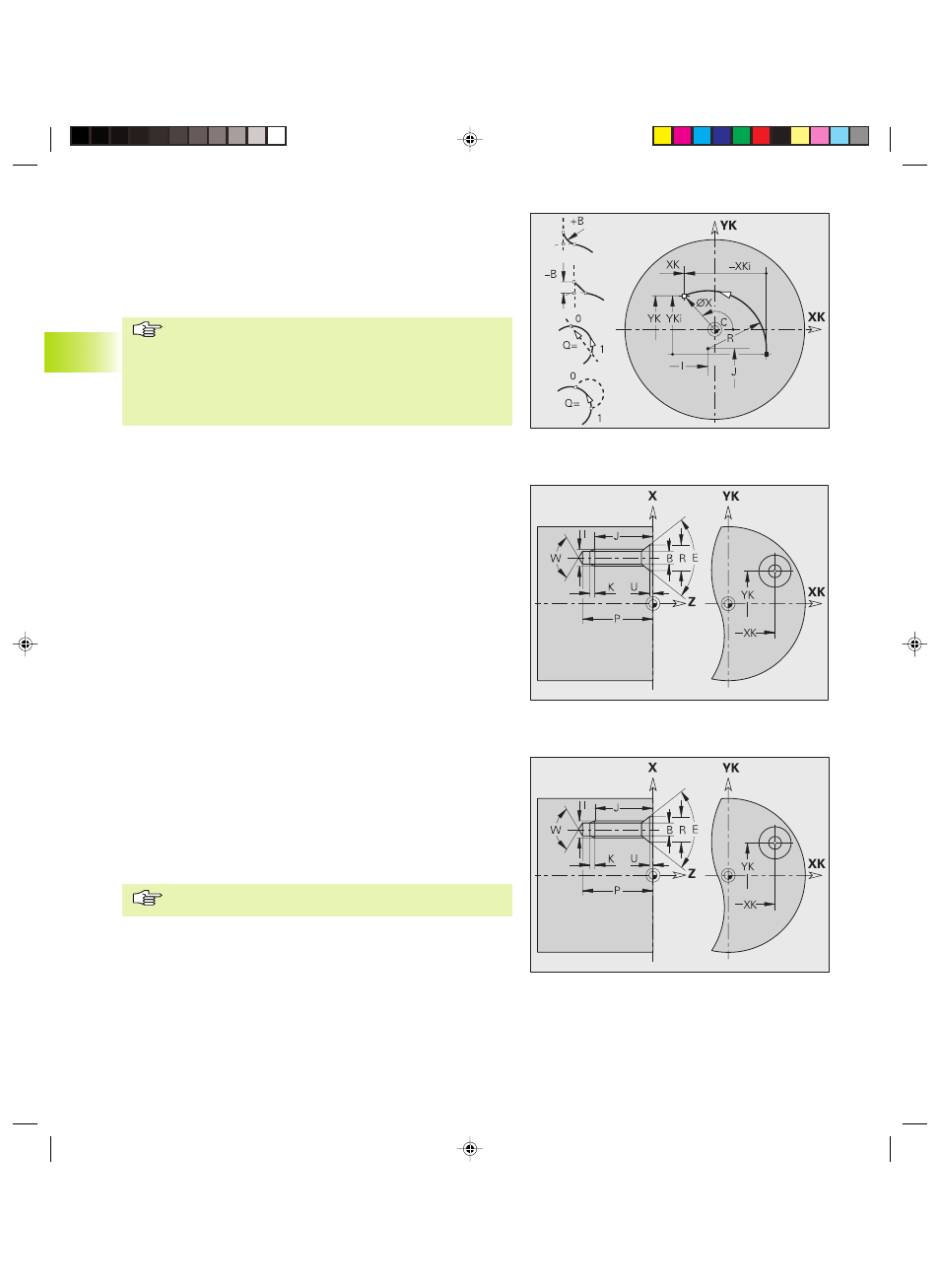
Foro lato frontale/posteriore G300-Geo
Foro con allargatura e filetto.
Parametri
XK, YK: Centro in coordinate cartesiane
B:
Diametro foro
P:
Profondità foro (senza punta)
W:
Angolo al vertice – default: 180°
R:
Diametro di allargatura
U:
Profondità di svasatura
E:
Angolo di allargatura
I:
Diametro filetto
J:
Profondità filetto
K:
Imbocco filettato (lunghezza uscita)
F:
Passo del filetto
V:
Filetto sinistrorso o destrorso – default: 0
■
V=0: filetto destrorso
■
V=1: filetto sinistrorso
A:
Angolo – inclinazione foro (riferimento: asse Z)
■
Superficie frontale – default: 0° (intervallo: –90° < A < 90°)
■
Lato posteriore – default: 180° (intervallo: 90° < A < 270°)
O:
Diametro di centratura
Lavorare fori G300 con G71...G74.
4.5 Istr
uzioni di g
eometr
ia
B:
Smusso/Arrotondamento – Passaggio al successivo elemento
del profilo. Programmare il punto finale teorico se si indica uno
smusso/arrotondamento.
■
B Nessuna immissione: passaggio tangenziale
■
B=0: passaggio non tangenziale
■
B>0: raggio del raccordo
■
B<0: larghezza dello smusso
Programmazione
■
X, XK, YK: assoluta, incrementale, modale o ”?”
■
C: assoluta, incrementale o modale
■
I, J: assoluta o incrementale
■
Il punto finale non deve essere il punto di partenza
(nessun cerchio).
6_4290BH4.pm6
21.02.2005, 08:03
98