8 tipo di lavorazione filettatura ( g31), 8 tipo di lavorazione filettatura (g31) – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 318
6 TURN PLUS
306
6.12.8 Tipo di lavorazione Filettatura (G31)
Parametri
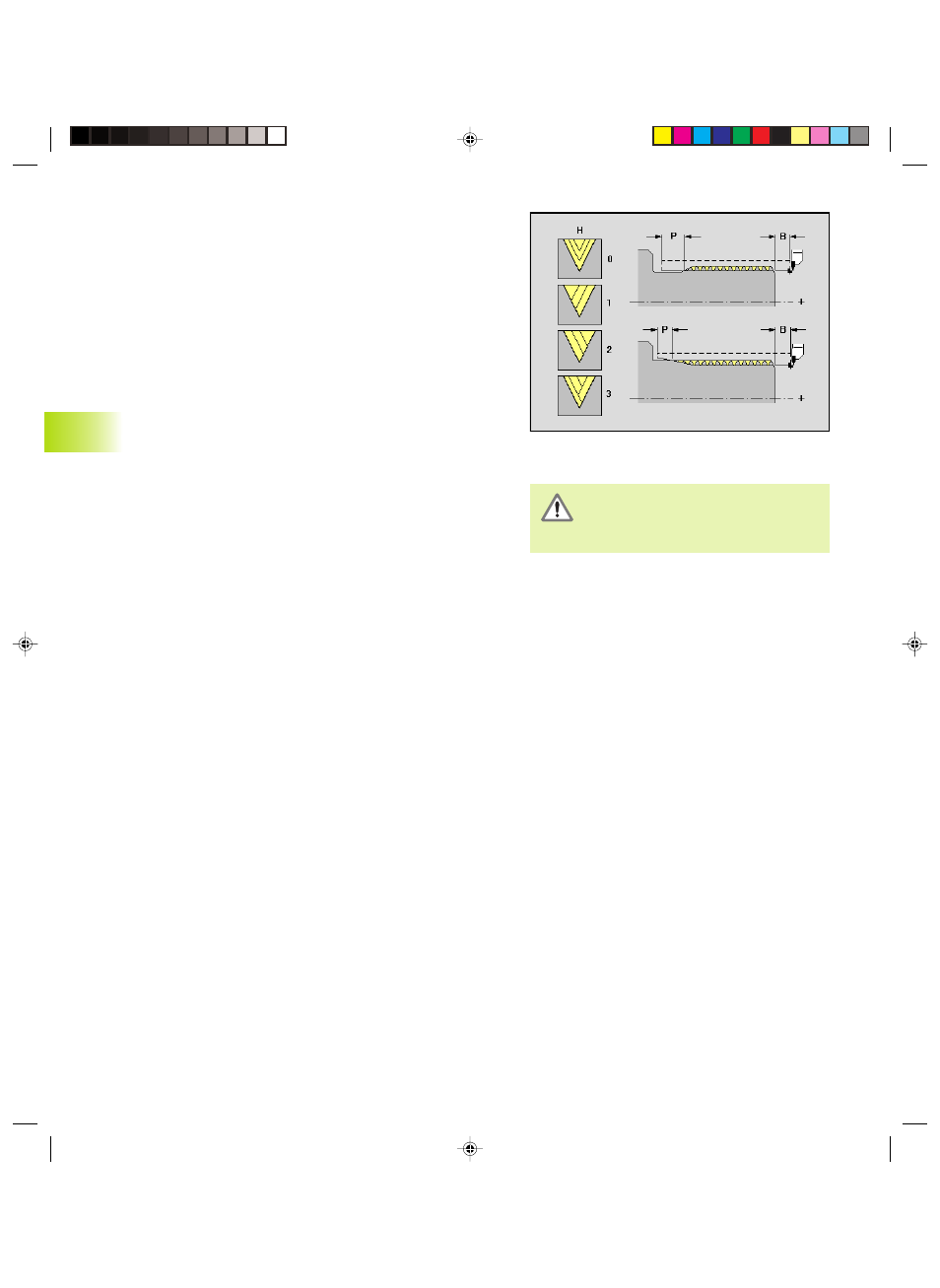
B, P:
Lunghezza entrata, Lunghezza sovracorsa – Nessuna
immissione: il CNC PILOT determina la lunghezza da scarichi
o gole adiacenti. Se non è presente alcuno scarico/gola, si
impiega ”Lunghezza entrata filetto, Lunghezza uscita filetto”
del parametro di lavorazione 7 (vedi anche ”
4.8
Cicli di
filettatura”).
C:
Angolo di partenza – se l'inizio del filetto è definito rispetto a
elementi del profilo non simmetrici alla rotazione
I:
Avanzamento massimo
V:
Tipo di avanzamento
■
Passata trasversale costante (V=0): passata trasversale
costante per tutte le passate
■
Avanzamento costante (V=1)
■
Configurazione di taglio (residuo) (V=2): se dalla divisione
tra profondità filetto/avanzamento risulta un resto, tale
”resto” è valido per il primo avanzamento. L'”Ultima
passata” viene ripartita in 1/2, 1/4, 1/8 e 1/8.
■
Metodo EPL (V=3): l'avanzamento viene calcolato sulla
base di passo e numero di giri
H:
Tipo di offset dei singoli avanzamenti per spianatura dei
fianchi del filetto
■
H=0: senza offset
■
H=1: offset da sinistra
■
H=2: offset da destra
■
H=3: offset alternato a destra/sinistra
Q:
Numero di passate a vuoto, dopo l'ultima passata (per
scaricare la pressione di taglio alla base del filetto)
6.12 Gener
azione int
er
at
tiv
a del piano di la
v
o
ro
(IA
G)
Attenzione Pericolo di collisione!
In caso di eccessiva ”Lunghezza sovracorsa
P” sussiste il pericolo di collisione. Verificare
la lunghezza di sovracorsa nella Simulazione.
8_4290BH6.pm6
21.02.2005, 08:03
306