HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 305
HEIDENHAIN CNC PILOT 4290
293
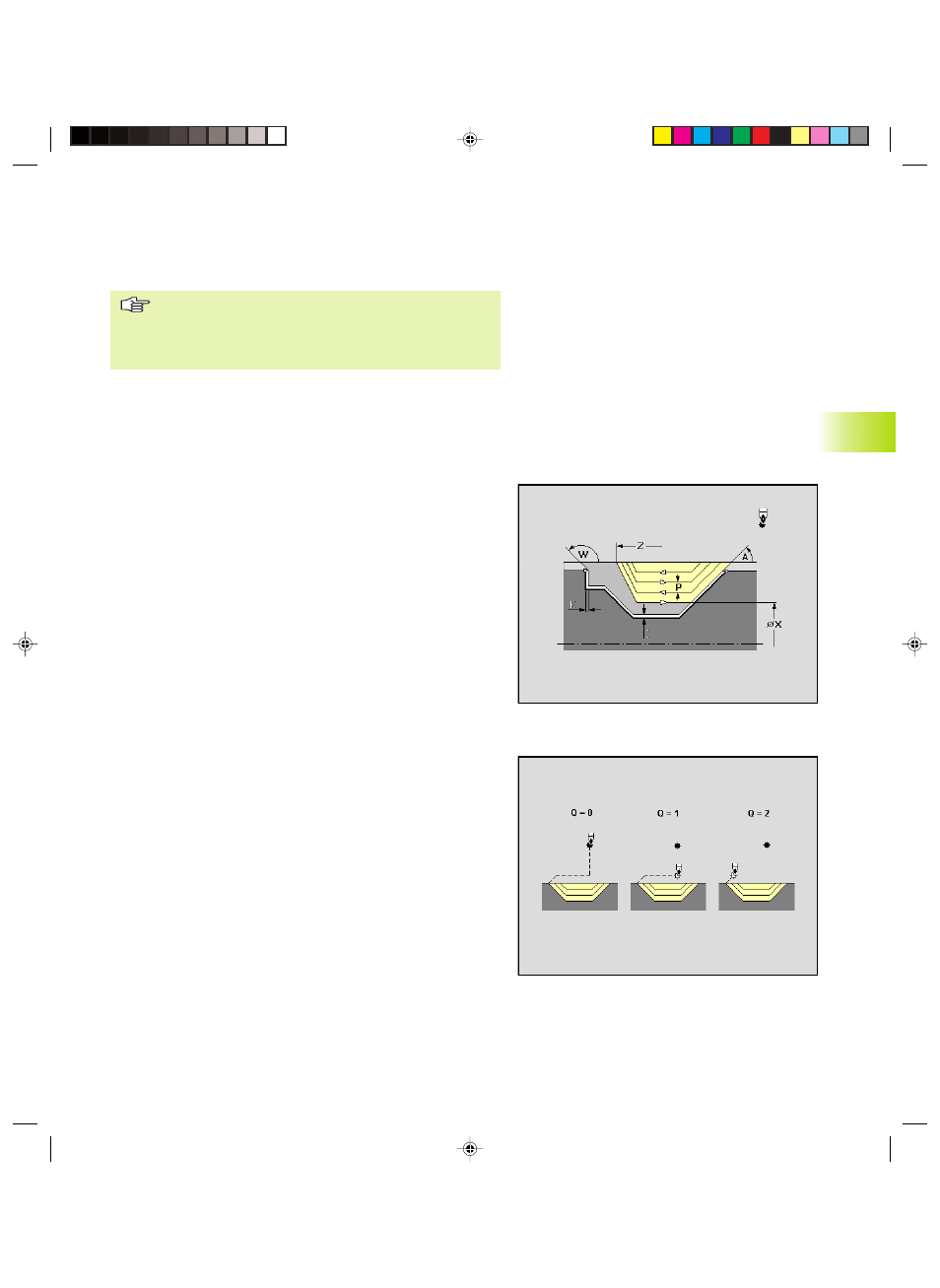
Sgrossatura svuotamento – utensile neutro (G835)
Parametri
P:
Profondità di taglio (avanzamento massimo)
A:
Angolo di avvicinamento (riferimento: asse Z) –
default 0°/180° (parallelo ad asse Z)
W:
Angolo di allontanamento (riferimento: asse Z) –
default 90°/270° (perpendicolare all'asse Z)
X, Z:
Limitazione di taglio
Impostare il tipo di sovrametallo: tramite softkey
I, K:
Sovrametallo assiale/radiale diverso
I:
Sovrametallo costante: genera ”Sovrametallo G58” prima del
ciclo
Entrata: lavorazione profili inclinati?
■
Sì
■
No
E:
Avanzamento di entrata ridotto per profili inclinati
Bidirezionale: lavorazione con ciclo
■
Sì: G835
■
No: G830
Q:
Tipo di allontanamento a fine ciclo
■
Q=0: ritorno a punto di partenza
Assiale: prima in direzione X poi Z
Radiale: prima in direzione Z poi X
■
Q=1: posizionamento davanti al profilo finito
■
Q=2: sollevamento a distanza di sicurezza e arresto
Lavorazione scarico (vedi tabella softkey)
Svuotamento automatico
Supporta la lavorazione su due lati. TURN PLUS seleziona dapprima
l'utensile per la pre-sgrossatura e quindi l'utensile con direzione di
lavorazione contraria per la lavorazione del materiale residuo.
”Svuotamento – automatico” lavoro solo ”gole” (la
tornitura automatica può essere eseguita soltanto con
ciclo di sgrossatura standard). Gola o tornitura automatica
è definita da TURN PLUS sulla base dell'”angolo di copia in
dentro EKW” ammesso (parametro di lavorazione 1).
6.12 Gener
azione int
er
at
tiv
a del piano di la
v
o
ro
(IA
G)
8_4290BH6.pm6
21.02.2005, 08:03
293