6 istr uzioni di la v o razione – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 133
HEIDENHAIN CNC PILOT 4290
121
Sequenze di quote utensili G710
In caso di istruzione T il CNC PILOT sostituisce le quote utensile attuali
con nuove quote. Se si attiva il ”concatenamento” con ”G710 Q1”. le
quote del nuovo utensile vengono sommate a quelle dell'utensile
attuale.
Parametri
Q:
Sequenza quote utensile
■
Q=0: Off
■
Q=1: On
Esempio ”Concatenamento quote utensile”
Dispositivo di presa rotante
Utensili fissi su portautensili 2
Utensile per sgrossare per lavorazione lato post.
Inserimento dispositivo di presa
Prelievo pezzo da mandrino principale
nel dispositivo di presa (programma per esperti)
”Sequenza” quote utensile
Somma quote dispositivo di presa
e quote utensile fisso
. . .
REVOLVER 1 (TORRETTA)
. . .
T14 IDABGREIF
. . .
TORRETTA 2
T2001 ID116-80-080.1
. . .
LAVORAZIONE
. . .
N100 T14
N101 LEXGRIF V1
N102 G710 Q1
N103 T2001
. . .
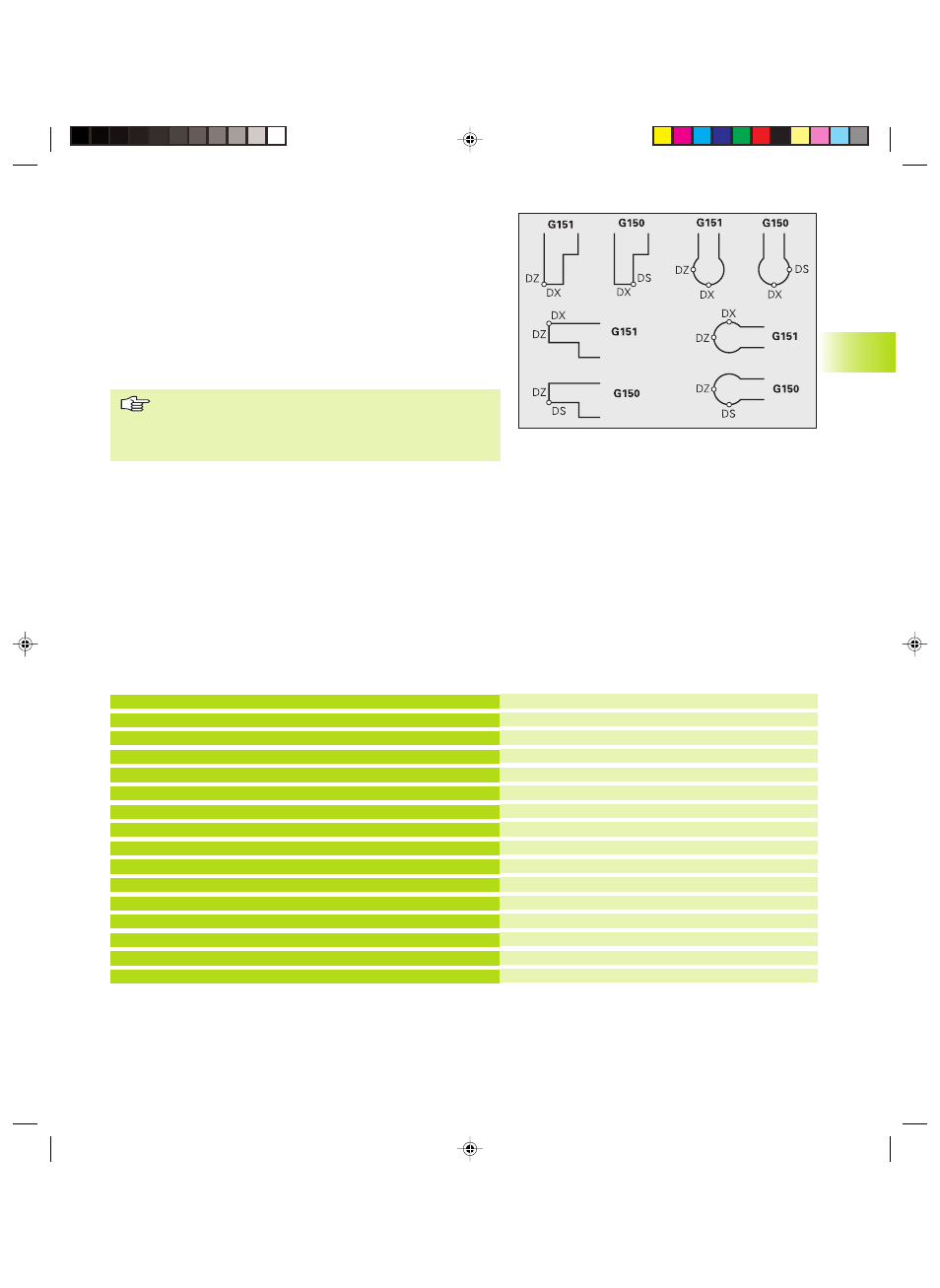
Compensazione punta utensile destra G150
Compensazione punta utensile sinistra G151
Definisce il punto di riferimento dell'utensile per utensili per troncare e
sferici.
■
G150: punto di riferimento punta utensile destra
■
G151: punto di riferimento punta utensile sinistra
L'istruzione G150/G151 è valida a partire dal blocco in cui è
programmata e rimane attiva fino
■
al successivo cambio utensile
■
alla fine del programma
■
I valori reali visualizzati si riferiscono sempre alla punta
dell'utensile definita nei dati utensile.
■
In caso di impiego della compensazione SRK, dopo G150/
G151 occorre adeguare anche l'istruzione G41/G42.
4.6 Istr
uzioni di la
v
o
razione
Esempio applicativo
Per la lavorazione completa il pezzo lavorato sulla
superficie anteriore viene prelevato dal ”dispositivo di
presa rotante”. La lavorazione del lato posteriore viene
eseguita con utensili fissi. A tale scopo le quote del
dispositivo di presa e quelle dell'utensile fisso
vengono sommate.
6_4290BH4.pm6
21.02.2005, 08:03
121