7 monitoraggio carico, 1 lavorazione di riferimento, Lavorazione di riferimento – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 66: 7 monit or aggio car ico
3 Comando manuale e Automatico
54
3.7 Monit
or
aggio car
ico
3.7.1
Lavorazione di riferimento
La lavorazione di riferimento (acquisizione valore
nominale) definisce la coppia massima e il lavoro di
ogni zona di monitoraggio, i valori di riferimento.
Il CNC PILOT esegue una lavorazione di riferimento
quando:
■
non è presente alcun ”Parametro di monitoraggio”.
■
si seleziona ”Sì” nella finestra di dialogo
”Lavorazione di riferimento” (dopo la ”Selezione
programma”).
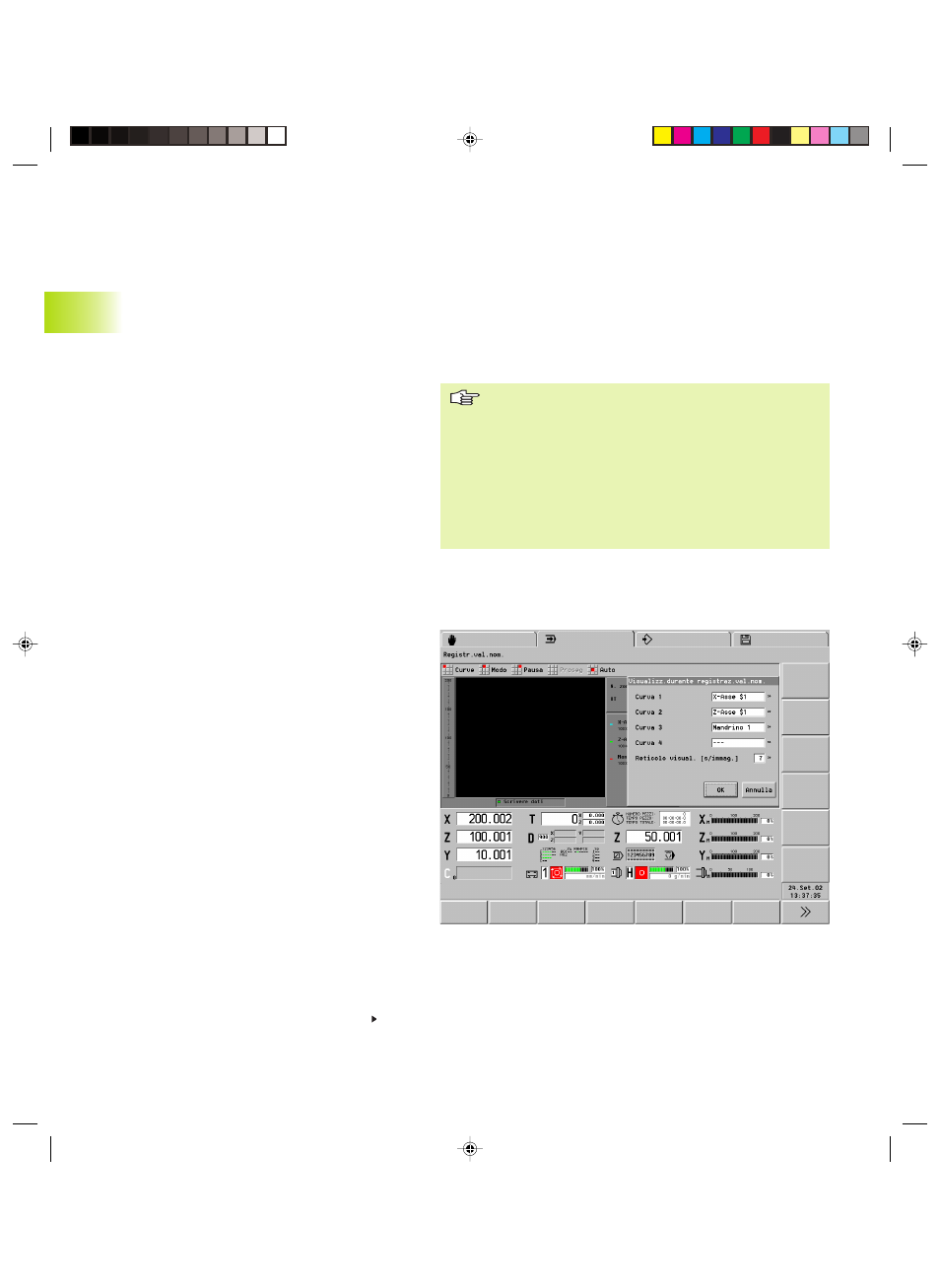
Selezione: ”Vis (Visualizzazione) – Monitoraggio
carico – Visualizzazione” (modalità Automatico).
Sottomenu ”Acquisizione valore nominale”:
■
Opzione menu ”Curve”
Assegnare gli azionamenti alle caselle di
immissione ”Curva 1..4”.
Il ”Reticolo di visualizzazione” influenza la precisione
e la velocità di rappresentazione. Un ”reticolo
piccolo” aumenta la precisione della visualizzazione
(valori: 4, 9, 19, 39 secondi per immagine).
■
Gruppo menu ”Modo”
■
Grafica a linee: visualizza le coppie sull'asse
tempo
Continua
3.7
Monitoraggio carico
Per la produzione con monitoraggio carico il CNC PILOT
confronta le coppie o il ”lavoro” degli azionamenti con
i valori determinati con ”Acquisizione riferimenti”.
In caso di superamento del ”Limite coppia 1” o
”Limite lavoro” l'utensile viene contraddistinto come
”consumato”. In caso di superamento del ”Limite
coppia 2” il CNC PILOT presuppone una rottura
dell'utensile e arresta la lavorazione (Stop
avanzamento). I superamenti del valore limite
vengono visualizzati come messaggi di errore.
Il monitoraggio carico contraddistingue utensili usati
nei ”bit di diagnosi utensile”. Se si utilizza la gestione
durata, il CNC PILOT acquisisce la gestione degli
utensili sostitutivi (vedi ”
4.2.4
Programmazione
utensile”). I ”bit di diagnosi utensile” possono essere
elaborati anche nel programma NC.
Con monitoraggio carico attivo è possibile impostare nel programma
NC le zone di monitoraggio e definire gli azionamenti da monitorare
(G995). I valori limite delle coppie di una zona di monitoraggio si
basano sulla coppia massima determinata nella lavorazione di
riferimento.
Il CNC PILOT verifica i valori di coppia e lavoro ad ogni ciclo di
interpolazione e visualizza i valori in un intervallo temporale di 20 msec.
I valori limite vengono calcolati sulla base dei valori di riferimento e del
fattore del valore limite (parametro del controllo 8). I valori limite
possono essere successivamente modificati in ”Editing parametri di
monitoraggio”.
■
Assicurarsi che sussistano le stesse condizioni per la
lavorazione di riferimento e per la successiva produzione
(override avanzamento, velocità, qualità degli utensili, ecc.)
■
Per ogni zona di monitoraggio vengono sorvegliati al
massimo quattro gruppi.
■
Con ”G996 Tipo di monitoraggio carico” si controlla la
disattivazione dei percorsi in Rapido e il monitoraggio per
coppia e/o lavoro.
■
Le visualizzazioni grafiche e numeriche vengono eseguite
relativamente alle coppie nominali.
5_4290BH3.pm6
21.02.2005, 08:02
54