7 cicli di t o rnit ur a – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 145
HEIDENHAIN CNC PILOT 4290
133
4.7 Cicli di t
o
rnit
ur
a
■
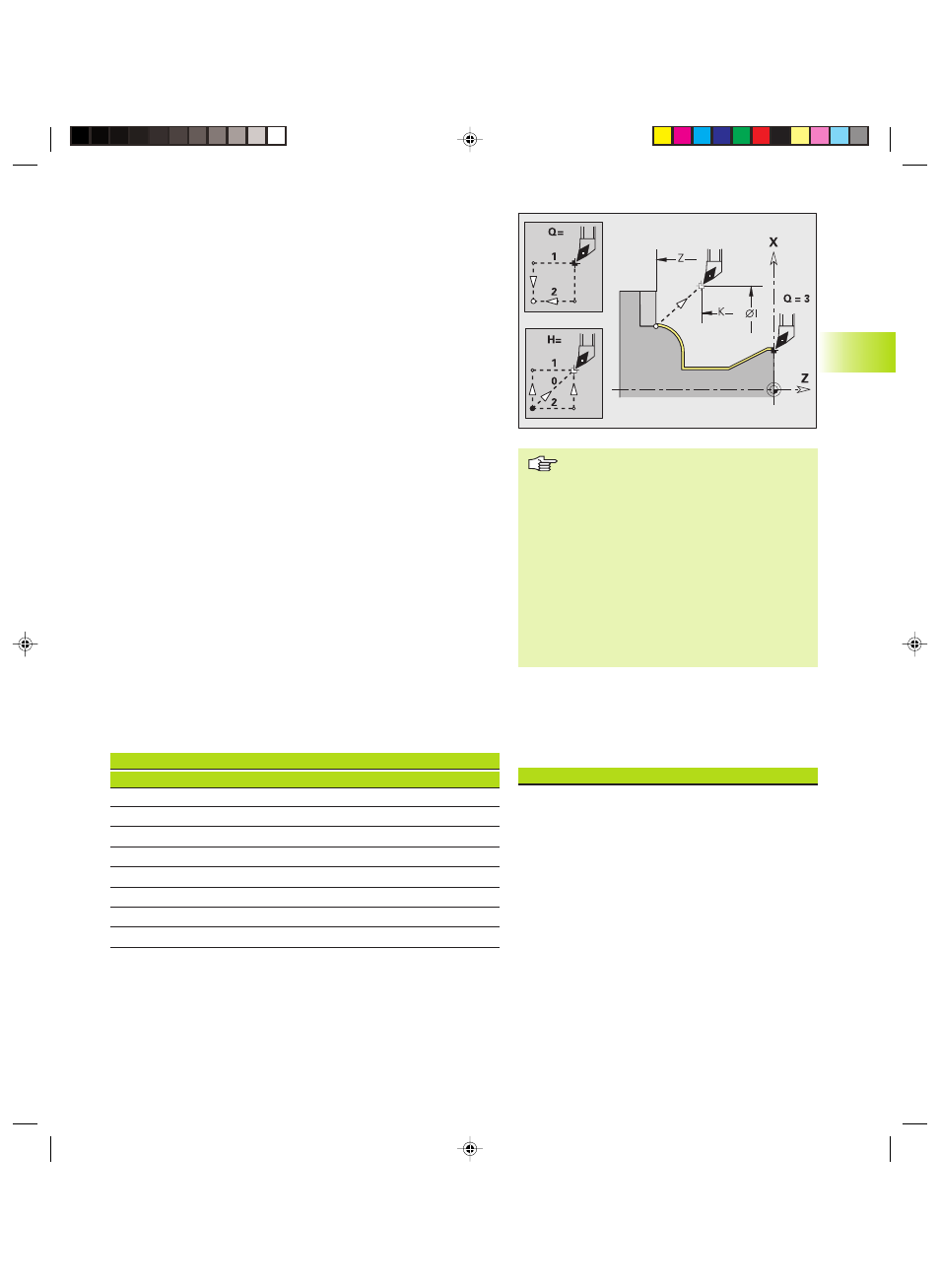
Q=1: prima in direzione X, poi Z
■
Q=2: prima in direzione Z, poi X
■
Q=3: senza avvicinamento – l'utensile è in prossimità del
punto iniziale
■
Q=4: finitura residua
H:
Tipo di allontanamento – default: 3
L'utensile si solleva a 45° in direzione opposta a quella di
lavorazione e trasla sulla posizione ”I, K” come segue:
■
H=0: in diagonale
■
H=1: prima in direzione X, poi Z
■
H=2: prima in direzione Z, poi X
■
H=3: arresto a distanza di sicurezza
■
H=4: senza movimento di allontanamento – l'utensile si
arresta sulla coordinata finale
X:
Limitazione di taglio (quota diametro) – default: senza
limitazione di taglio
Z:
Limitazione di taglio – default: senza limitazione di taglio
D:
Disattivazione elementi (interagisce sulla lavorazione di
scarichi, torniture automatiche e gole: vedi tabella) – default: 1
I, K:
Punto finale raggiunto a fine ciclo (I come quota diametro)
O:
Riduzione avanzamento – default: 0
■
O=0: senza riduzione avanzamento
■
O=1: riduzione avanzamento attiva
Scarichi/Scarichi combinati si disattivano come descritto di seguito:
D
G22
G23
G23
G25
G25
G25
=
H0
H1
H4
H5/6
H7..9
K
0
•
•
•
•
•
•
1
•
•
–
•
–
–
2
•
•
–
•
•
•
3
•
•
•
•
–
–
4
•
•
–
•
•
–
5
•
•
–
•
–
–
6
•
•
–
•
–
•
7
–
–
–
–
–
–
”•”: Disattivazione elementi
Altri codici D per disattivare scarichi/gole. Sommare i
codici per disattivare diversi scarichi/gole:
Chiamata G Funzione
Codice D
G22
Gola anello di tenuta
512
G22
Gola anello di arresto
1.024
G23 H0
Gola generica
256
G23 H1
Tornitura automatica
2.048
G23 H4
Scarico Forma U
32.768
G23 H5
Scarico Forma E
65.536
G23 H6
Scarico Forma F
131.072
G23 H7
Scarico Forma G
262.144
G23 H8
Scarico Forma H
524.288
G23 H9
Scarico Forma K
1.048.576
Limitazione di taglio: la posizione
utensile prima della chiamata ciclo è
determinante per l'esecuzione di una
limitazione di taglio. Il CNC PILOT lavora il
materiale sul lato della limitazione di
taglio su cui l'utensile si trova prima della
chiamata del ciclo.
Sovrametalli G57: ”ingrandiscono” il
profilo (anche profili interni).
Sovrametallo G58:
■
>0: ”ingrandisce” il profilo
■
<0: ”riduce” il profilo
Sovrametalli G57/G58: vengono
cancellati a fine ciclo.
6_4290BH4.pm6
21.02.2005, 08:03
133