1 accensione e ripresa punti di riferimento, Accensione e ripresa punti di riferimento – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 34
3 Comando manuale e Automatico
22
3.1 A
ccensione,
spegniment
o
, r
ipr
esa punti di r
if
e
ri
ment
o
■
La sequenza in cui si riprendono i punti di riferimento
degli assi è definita nei parametri macchina 203, 253, ..
■
Uscita da finestra di dialogo ”Ripresa punti di riferimento
automatica”: premere Stop ciclo
I finecorsa software sono attivi soltanto dopo aver ripreso
i punti di riferimento..
Monitoraggio dell'encoder EnDat
Se la macchina è dotata di encoder EnDat, allo spegnimento il
controllo memorizza le posizioni degli assi. All'accensione il CNC
PILOT confronta per ogni asse la posizione di accensione con la
posizione di spegnimento memorizzata. In caso di differenze viene
visualizzato un messaggio.
Tali differenze possono essere ricondotte a diverse cause. Il CNC
PILOT applica la seguente distinzione.
■
”L'asse è stato spostato dopo lo spegnimento della macchina.”
Verificare e confermare la posizione attuale, qualora l'asse sia stato
effettivamente spostato. In caso contrario è presente un difetto
nell'encoder o nel controllo.
■
”Posizione encoder dell'asse memorizzata non valida.”
Questo messaggio è corretto quando il controllo viene acceso per la
prima volta dopo aver sostituito l'encoder o altri componenti del
controllo. In caso contrario è presente un difetto nell'encoder o nel
controllo.
■
”I parametri sono stati modificati. La posizione encoder dell'asse
memorizzata non è valida.”
Questo messaggio è corretto se sono stati modificati parametri di
configurazione. In caso contrario è presente un difetto nell'encoder o
nel controllo.
Contattare il fornitore della macchina se il messaggio è da ricondurre a
un difetto.
3.1
Accensione, spegnimento,
ripresa punti di riferimento
3.1.1
Accensione e ripresa punti di
riferimento
Il CNC PILOT visualizza nella riga di intestazione le
singole fasi dell'avvio del sistema. Il CNC PILOT
richiede quindi di selezionare una modalità operativa.
Dipende dai sistemi di misura impiegati sulla macchina
se è necessario riprendere i punti di riferimento:
■
Encoder EnDat: la ripresa punti di riferimento non è
necessaria
■
Encoder con indici a distanza codificata: la
posizione degli assi viene determinata dopo una
breve ripresa dei punti di riferimento
■
Encoder standard: gli assi si portano su punti fissi noti
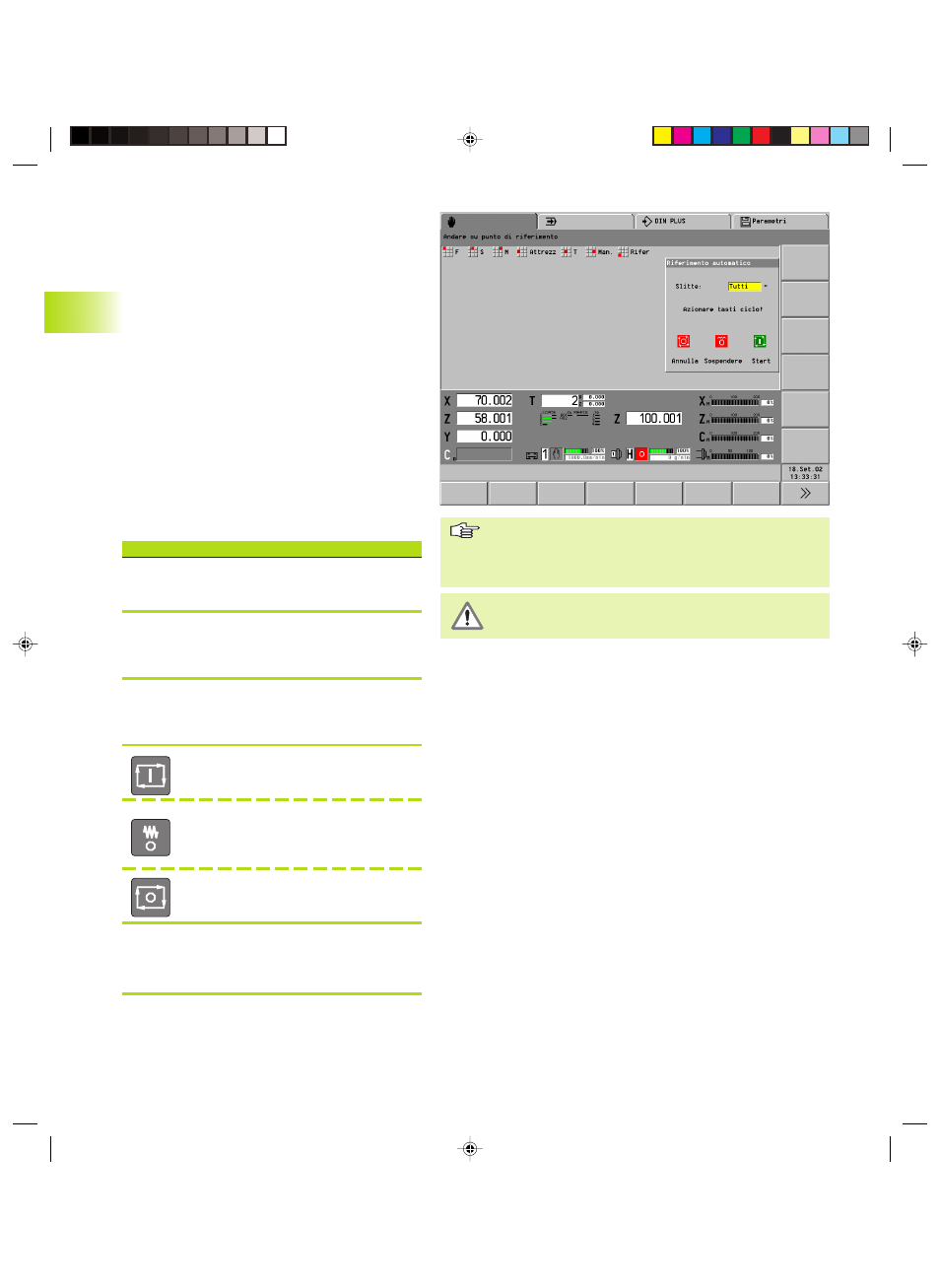
In ”Ripresa punti di riferimento automatica” vengono
traslati tutti gli assi, mentre in ”Ripresa punti di
riferimento manuale” soltanto uno.
Ripresa punti di riferimento automatica (tutti gli assi)
Selezionare ”Ref – Ripresa punti di riferimento
automatica”
<
”Stato ripresa punti di riferimento” fornisce informazioni
sullo stato attuale. Gli assi i cui riferimenti non
vengono ripresi vengono rappresentati in grigio.
<
Slitta che deve procedere alla ripresa dei punti di
riferimento oppure impostare ”tutte le slitte” (finestra
di dialogo ”Ripresa punti di riferimento automatica”)
<
Viene eseguita la ripresa dei punti di
riferimento
Interrompe la ripresa dei punti di
riferimento; Start ciclo prosegue la
ripresa dei punti di riferimento
Annulla la ripresa dei punti di riferimento
<
Al termine della ripresa dei punti di riferimento:
■
si attiva la visualizzazione posizione
■
è possibile selezionare la modalità Automatico
5_4290BH3.pm6
21.02.2005, 08:02
22