HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 312
6 TURN PLUS
300
Tipi di lavorazione di foratura
L'IAG genera i seguenti cicli di foratura:
■
Preforatura concentrica: G74
■
Centratura: G72
■
Foratura
– Nessun parametro ”Foratura profonda” impostato: G71
– Parametro ”Foratura profonda” impostato: G74
■
Svasatura: G72
■
Allargatura con guida: G72
■
Alesatura: G71
■
Maschiatura: G73
■
Centratura e Allargatura: G72
■
Foratura e Allargatura: G72
■
Foratura e Filettatura: G73
■
Foratura e Alesatura: G71 o G74
Per
■
utensili fissi: per foratura su asse rotativo
■
utensili motorizzati: per lavorazioni con asse C
Riduzione avanzamento
Per la foratura con punte da centri e/o la foratura passante è possibile
definire una riduzione avanzamento del 50%. La riduzione
avanzamento per la foratura passante viene attivata in funzione del
tipo di punta:
■
Punte con inserto e punte elicoidali con angolo di foratura di 180°:
fine foro – 2*distanza di sicurezza
■
Altre punte: fine foro – lunghezza imbocco – distanza di sicurezza
(lunghezza imbocco=punta utensile; distanza di sicurezza: vedi
”Parametro di lavorazione 9 Foratura o G47, G147”)
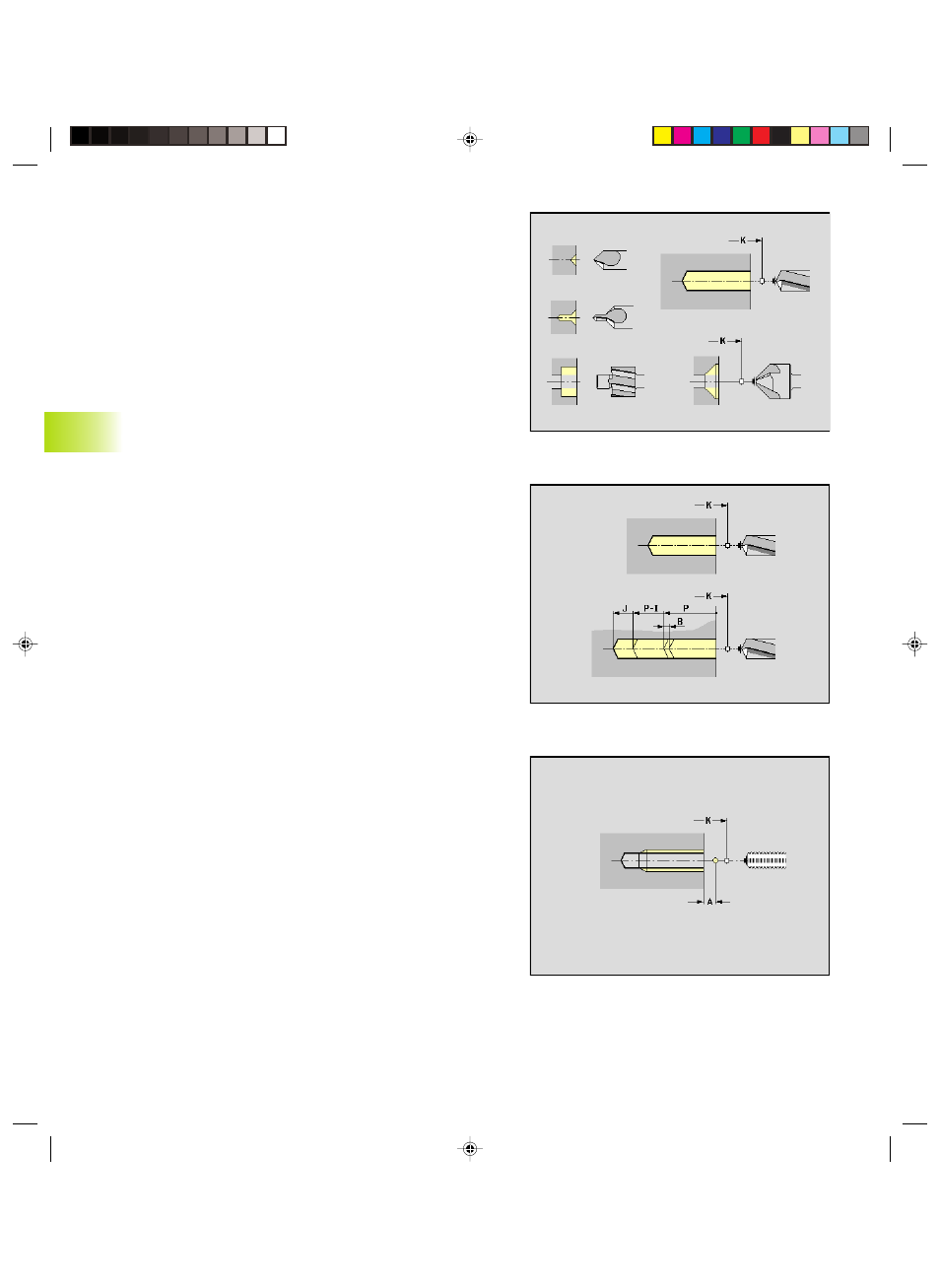
Parametri
K:
Piano di ritorno – default: ritorno alla posizione di partenza o
alla distanza di sicurezza
D:
Ritorno (softkey ”Avanti”)
■
In Avanzamento
■
In rapido
E:
Rottura truciolo (tempo di attesa per)
F50%: Riduzione avanzamento – vedi tabella softkey
Parametri (in particolare per Foratura profonda)
P:
1a profondità foro
J:
Profondità foro minima
I:
Riduzione profondità (valore di riduzione)
B:
Quota sollevamento (distanza ritorno) – default: ritorno a
”Punto iniziale foro”
Parametri (in particolare Filettatura)
A:
Lunghezza entrata – default: parametro di lavorazione 7
”Lunghezza entrata filetto [GAL]”
S:
Velocità ritorno – default: numero di giri della punta per
maschiare
6.12 Gener
azione int
er
at
tiv
a del piano di la
v
o
ro
(IA
G)
8_4290BH6.pm6
21.02.2005, 08:03
300