12 funzioni speciali – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 175
HEIDENHAIN CNC PILOT 4290
163
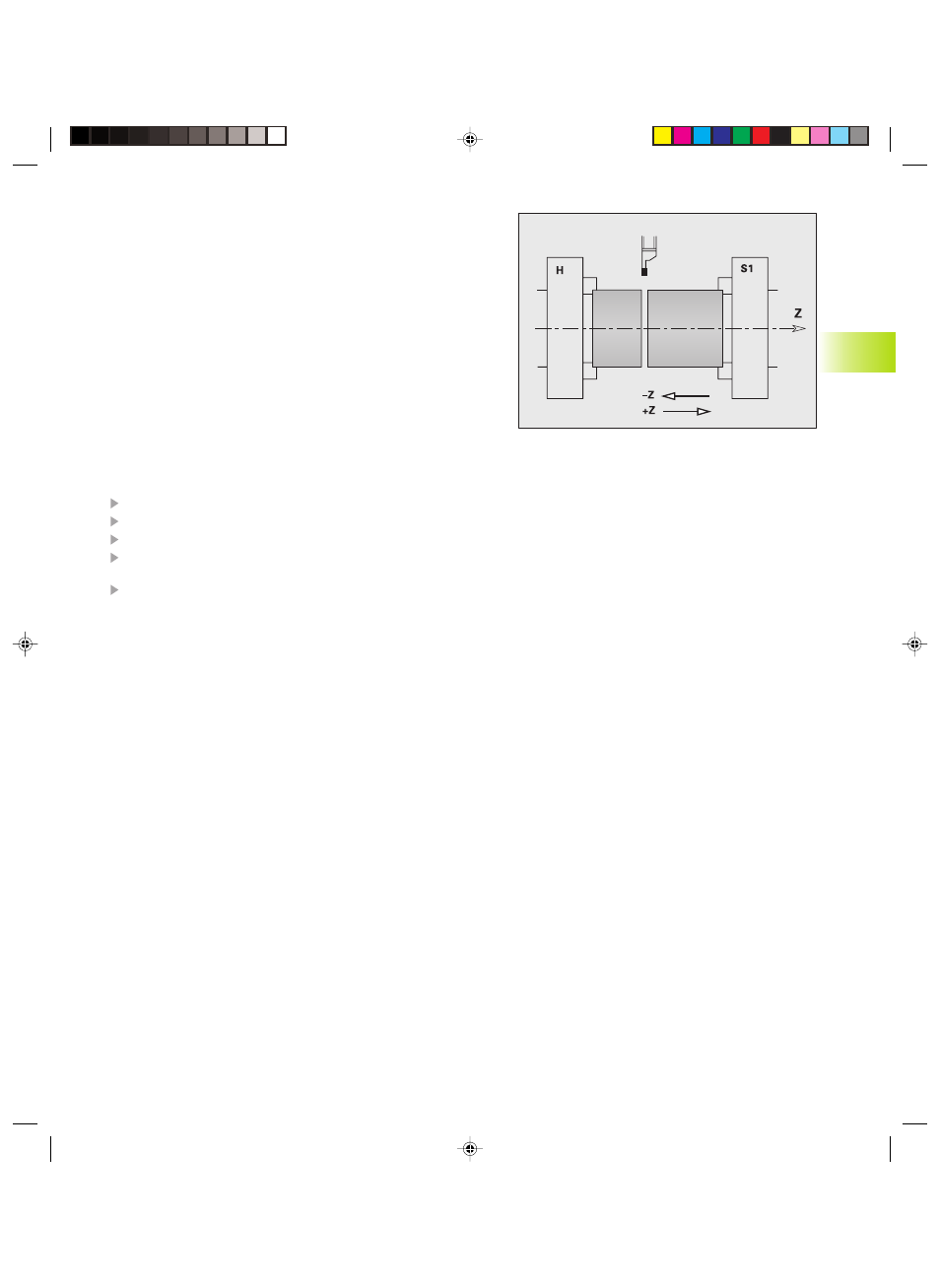
Controllo scanalatura mediante monitoraggio errore
di inseguimento G917
Il controllo scanalatura consente di evitare collisioni per operazioni
di scanalatura non eseguite completamente. L'istruzione G917
”monitora” il percorso di traslazione.
Applicazione
■
Controllo di scanalatura
Si sposta il pezzo scanalato in direzione ”+Z”. Se si verifica un
errore di inseguimento, il pezzo è da considerarsi non scanalato.
■
Verifica ”Scanalatura perfetta”
Si sposta il pezzo scanalato in direzione ”–Z”. Se si verifica un
errore di inseguimento, il pezzo è da considerarsi non
correttamente scanalato.
Nei parametri macchina 1115, 1165, .. si definisce:
■
Limite errore di inseguimento
■
Avanzamento del ”percorso di traslazione controllato”
4.12 Funzioni speciali
Programmazione del controllo di scanalatura:
Eseguire la scanalatura sul pezzo
Attivare con G917 il ”monitoraggio del percorso di traslazione”
Spostare con G1 il pezzo scanalato
Il CNC PILOT verifica l'”errore di inseguimento” e scrive il
risultato nella variabile V300
Elaborare la variabile V300
Valori empirici
L'istruzione G917 fornisce risultati soddisfacenti con le seguenti
premesse:
■
Con ganasce ruvide fino a 3000 giri al minuto
■
Con ganasce lisce fino a 2000 giri al minuto
■
Pressione di serraggio > 10 bar
Note di programmazione:
■
Programmare G917 e G1 in un blocco
■
Programmare G1 .. come segue:
■
Con ”Controllo scanalatura”: percorso >0,5 mm (per consentire
un risultato del controllo)
■
Con verifica di ”Scanalatura perfetta”: percorso < larghezza
utensile per scanalare
■
Risultato in variabile V300
■
0: pezzo non correttamente/non perfettamente scanalato
(identificato errore di inseguimento)
■
1: pezzo correttamente/perfettamente scanalato (identificato
nessun errore di inseguimento)
■
G917 genera un ”arresto del compilatore”
6_4290BH4.pm6
21.02.2005, 08:03
163