3 lavorazione superficie cilindrica, 1 0 la v o razione con asse c – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 162
4 DIN PLUS
150
Arco G103
4.1
0 La
v
o
razione con asse C
4.10.3 Lavorazione superficie cilindrica
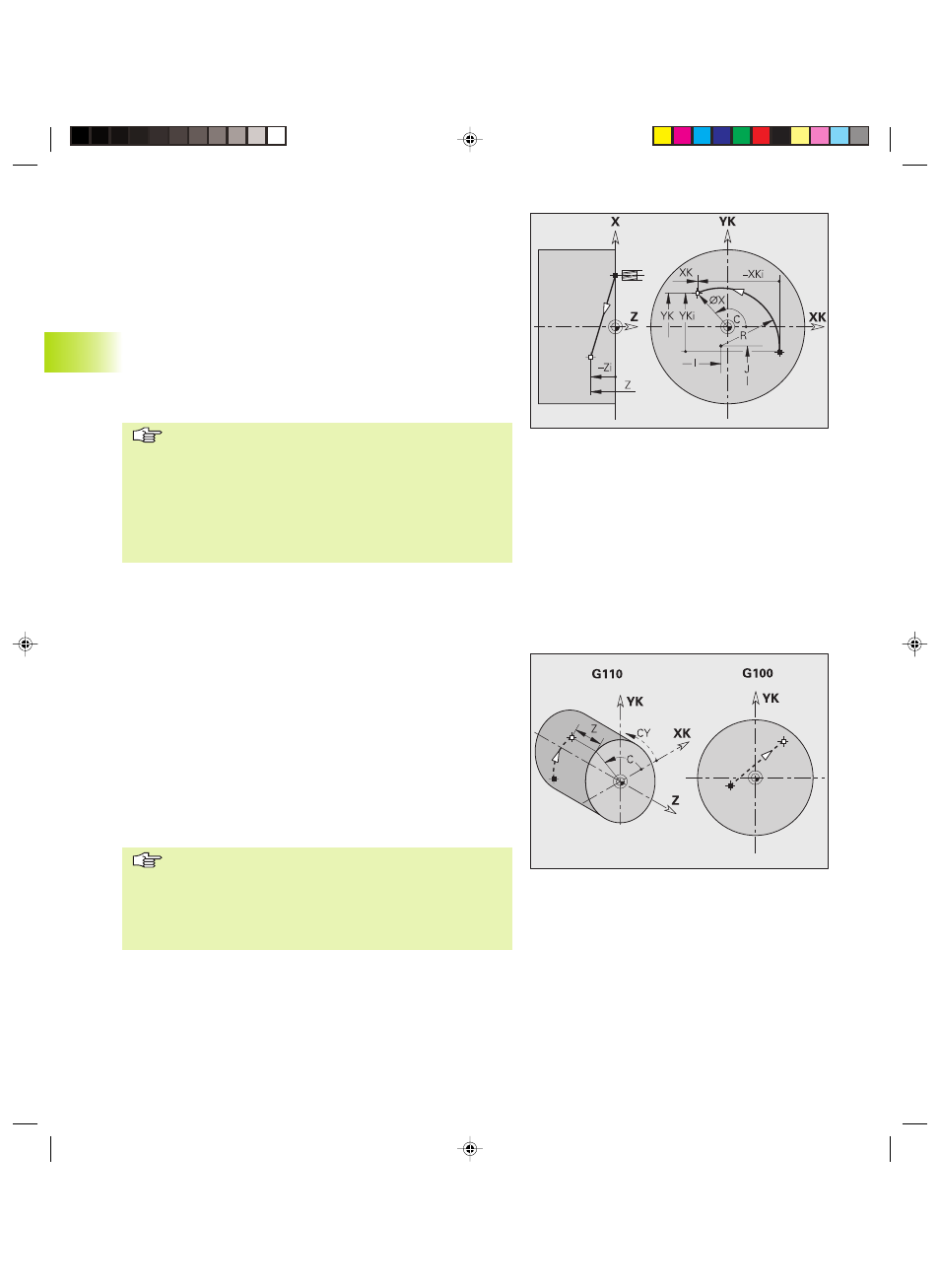
Rapido superficie cilindrica G110
L'utensile trasla in Rapido fino al ”punto finale” seguendo il percorso
più breve.
Parametri
Z:
Punto finale
C:
Quota angolo punto finale
CY:
Punto finale come quota percorso (riferimento sviluppo
superficie cilindrica per Diametro di riferimento G120)
X:
Punto finale (quota diametro)
Programmazione
■
Z, C, CY: assoluta, incrementale o modale
■
Programmare Z–C o Z–CY
L'istruzione G110 è raccomandata per il posizionamento
dell'asse C a un determinato angolo (programmazione: N..
G110 C...).
Parametri
X:
Diametro punto finale
C:
Quota angolo punto finale
XK, YK: Punto finale in coordinate cartesiane
R:
Raggio
I, J:
Centro in coordinate cartesiane
Z:
Profondità finale – default: posizione Z attuale
H:
Piano cerchio (piano di lavorazione) – default: 0
■
H=0, 1: lavorazione superficie frontale (piano XY)
■
H=2: lavorazione in piano YZ
■
H=3: lavorazione in piano XZ
K:
Centro (direzione Z) – solo per H=2, 3
Programmazione
■
X, C, XK, YK, Z: assoluta, incrementale o modale
■
I, J: assoluta o incrementale
■
Programmare X–C o XK–YK
■
Programmare ”Centro” o ”Raggio”
■
Con ”Raggio”: possibile solo arco <= 180°
■
Programmare punto finale in origine coordinate: XK=0 e
YK=0
6_4290BH4.pm6
21.02.2005, 08:03
150