6 attributi di lavorazione, 9 assegnazione at tr ibuti – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 281
HEIDENHAIN CNC PILOT 4290
269
Softkey ”Selezione piano”
Piano successivo/precedente per
”Matrice in matrice”
Piano successivo/precedente per
”Matrice in matrice”
Matrice o sagoma successiva/
precedente
Matrice o sagoma successiva/
precedente
6.9.6 Attributi di lavorazione
L'AAG analizza gli attributi di lavorazione per la generazione del piano
di lavoro. L'IAG acquisisce gli attributi di lavorazione come parametri
ciclo.
Definizione attributi di lavorazione
Impostare il piano di lavorazione (profilo tornito, superficie frontale o
cilindrica ecc.)
Selezionare il tipo di attributo (sottomenu di ”Attributi di lavorazione”)
Selezionare l'elemento del profilo (vengono visualizzati gli attributi
presenti)
Inserire/modificare gli attributi
Softkey
Se in una matrice sono impostati fori e sagome (”Matrice in matrice”),
TURN PLUS differenzia tali ”piani”. Selezionare dapprima il profilo e
quindi il profilo desiderato.
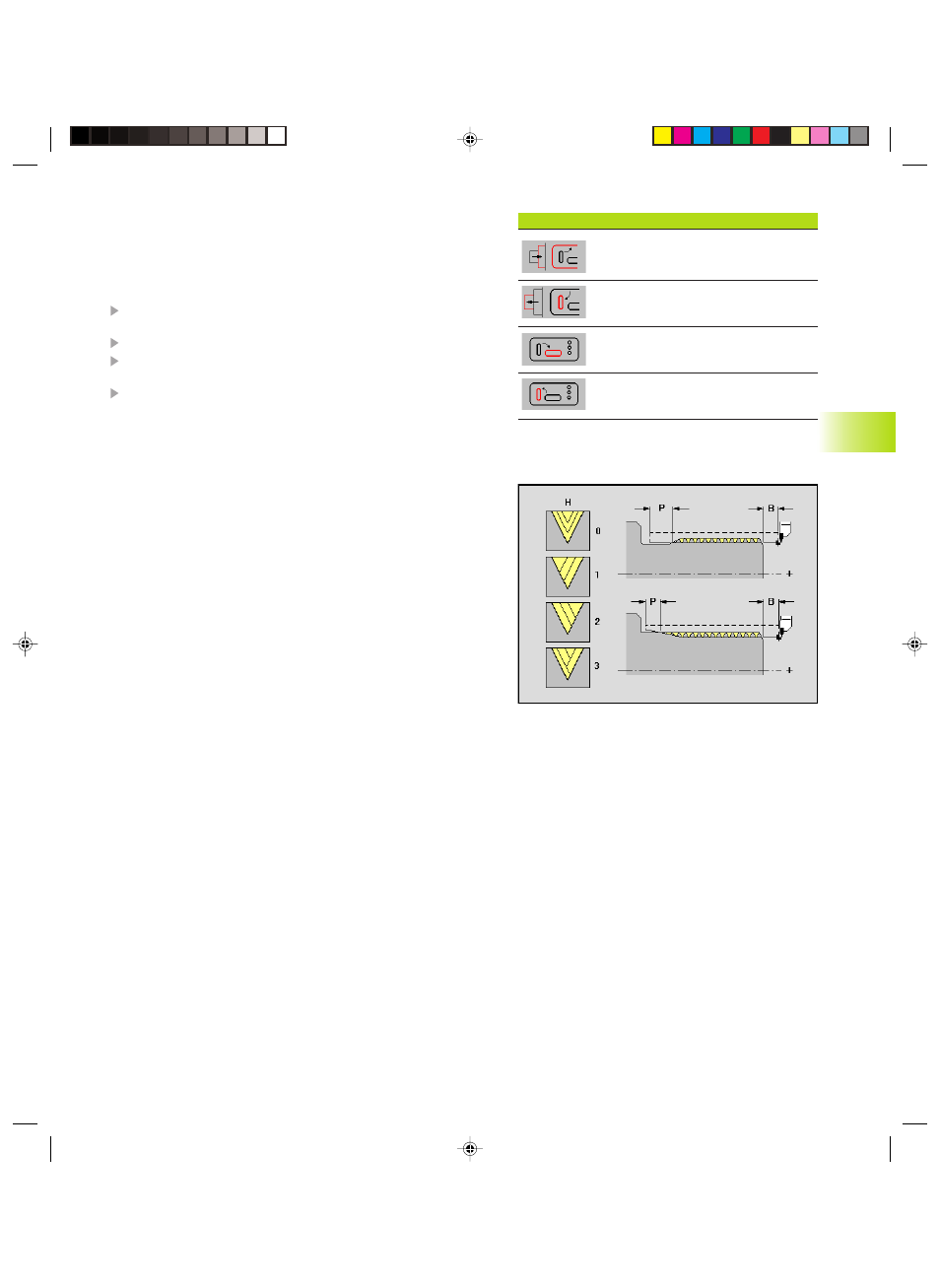
Attributo di lavorazione Tornitura filetto
Parametri
B, P:
Lunghezza entrata, Lunghezza sovracorsa – Nessuna
immissione: il CNC PILOT determina la lunghezza da scarichi
o gole adiacenti. Se non è presente alcuno scarico/gola, si
impiega ”Lunghezza entrata filetto, Lunghezza uscita filetto”
del parametro di lavorazione 7 (vedi anche ”
4.8
Cicli di
filettatura”).
C:
Angolo di partenza – se l'inizio del filetto è definito rispetto a
elementi del profilo non simmetrici alla rotazione
I:
Avanzamento massimo
V:
Tipo di avanzamento
■
(V=0) passata trasversale costante: passata trasversale
costante per tutte le passate
■
(V=1) avanzamento costante
■
(V=2) configurazione di taglio (residua): se dalla divisione tra
profondità filetto/avanzamento risulta un resto, tale ”resto” è
valido per il primo avanzamento. L'”Ultima passata” viene
ripartita in 1/2, 1/4, 1/8 e 1/8.
■
(V=3) metodo EPL: l'avanzamento viene calcolato sulla
base di passo e numero di giri
H:
Tipo di offset dei singoli avanzamenti per spianatura dei
fianchi del filetto
■
H=0: senza offset
■
H=1: offset da sinistra
■
H=2: offset da destra
■
H=3: offset alternato a destra/sinistra
Q:
Numero di passate a vuoto, dopo l'ultima passata (per
scaricare la pressione di taglio alla base del filetto)
6.9
Assegnazione at
tr
ibuti
8_4290BH6.pm6
21.02.2005, 08:03
269