7 cicli di t o rnit ur a – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 141
HEIDENHAIN CNC PILOT 4290
129
4.7 Cicli di t
o
rnit
ur
a
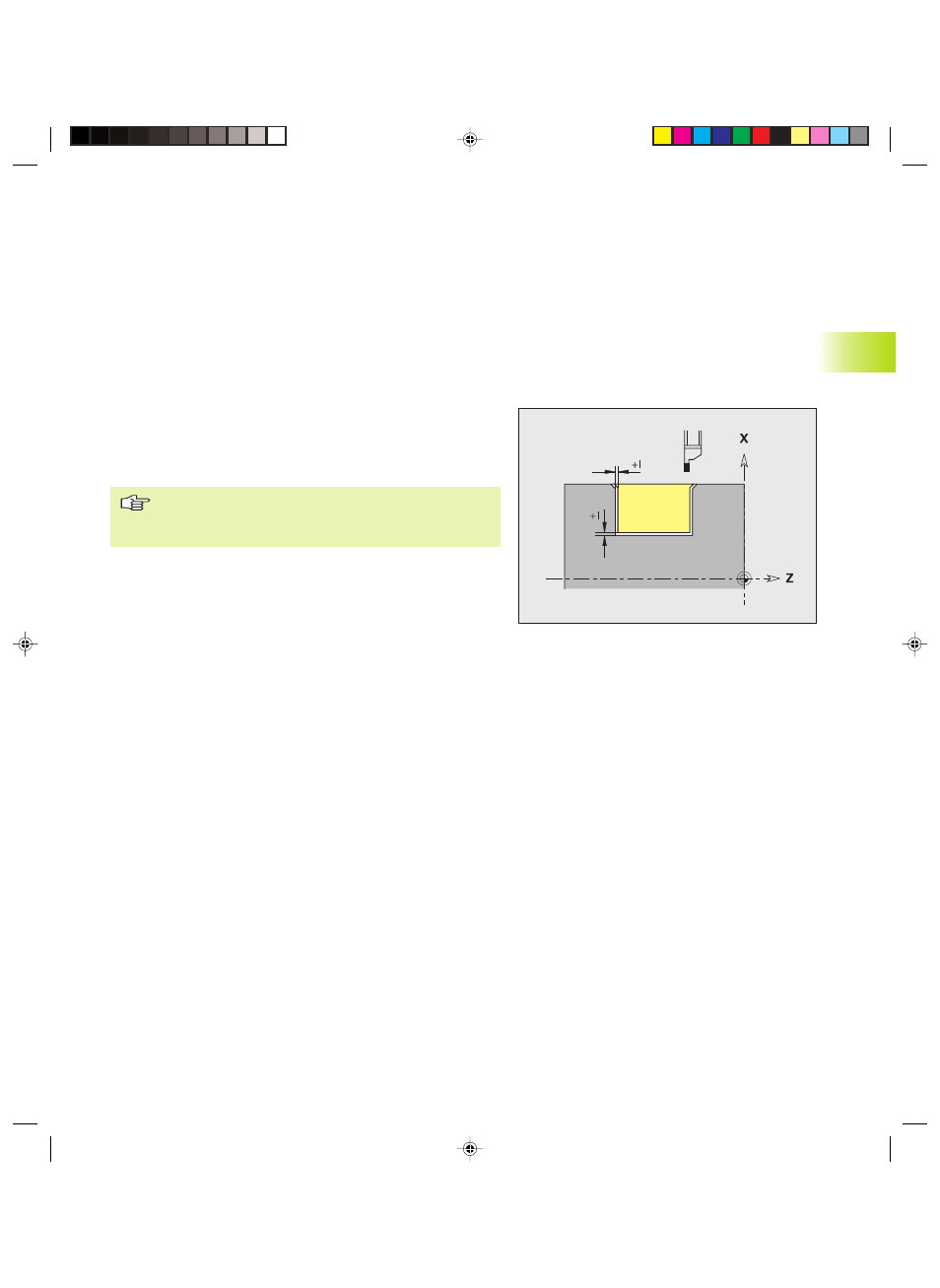
Ciclo per esecuzione gola G866
L'istruzione G866 esegue una gola definita con G22-Geo. Il CNC
PILOT identifica sulla base della definizione dell'utensile se è
presente una lavorazione esterna o interna oppure una gola radiale
o assiale.
Calcolo della configurazione di taglio (SBF: vedi parametro di
lavorazione 6): offset massimo = SBF * larghezza tagliente
Parametri
NS:
Numero blocco (riferimento a G22-Geo)
I:
Sovrametallo (per pretroncatura) - default: 0
■
I=0: la gola viene realizzata in una passata
■
I>0: nella prima passata si pretronca; nella seconda si
rifinisce
E:
Tempo di sosta – Nessuna immissione: tempo di un giro del
mandrino
■
Con I=0: a ogni passata
■
Con I>0: solo per finitura
Compensazione del raggio del tagliente: viene
eseguita.
Sovrametalli: non vengono calcolati.
Esecuzione ciclo
1 Calcolo della configurazione di taglio
2 Avanzamento dal punto di partenza per la prima
passata (gola radiale: prima in direzione Z, poi X;
gola assiale: prima in direzione X, poi Z)
3 Esecuzione gola (come indicato in ”I”)
4 Ritorno in rapido e avanzamento per la passata
successiva
5 Con I=0: sosta del tempo ”E”
6 Ripetizione di 3...4 fino a completare la gola
7 Se I>0: finitura del profilo
6_4290BH4.pm6
21.02.2005, 08:03
129