4 svuotamento, 5 profili interni – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 338
6 TURN PLUS
326
6.16.4 Svuotamento
Se lo ”Svuotamento” è posizionato prima di ”Tornitura-troncatura e
Troncatura profilo”, le zone inclinate del profilo (gole indefinite) vengono
lavorate con utensili per sgrossare. In caso contrario l'AAG lavora tali
zone del profilo con utensili per troncare. TURN PLUS differenzia tra
gole e torniture automatiche sulla base dell'”Angolo di copia in dentro
EKW” (parametro di lavorazione 1).
Se la zona di svuotamento non può essere lavorata con un utensile,
TURN PLUS esegue una prelavorazione con il primo utensile e lavora il
materiale residuo utilizzando un utensile con direzione di lavorazione
opposta.
Lavorazione profilo (finitura): l'AAG rifinisce le zone svuotate
lavorate con entrata seguendo la stessa strategia adottata per la
sgrossatura.
In funzione del profilo e degli utensili disponibili si presentano le
seguenti situazioni:
■
Svuotamento completo con un utensile. Se sono disponibili diversi
utensili, ha la priorità l'utensile con la ”direzione di lavorazione
standard”.
■
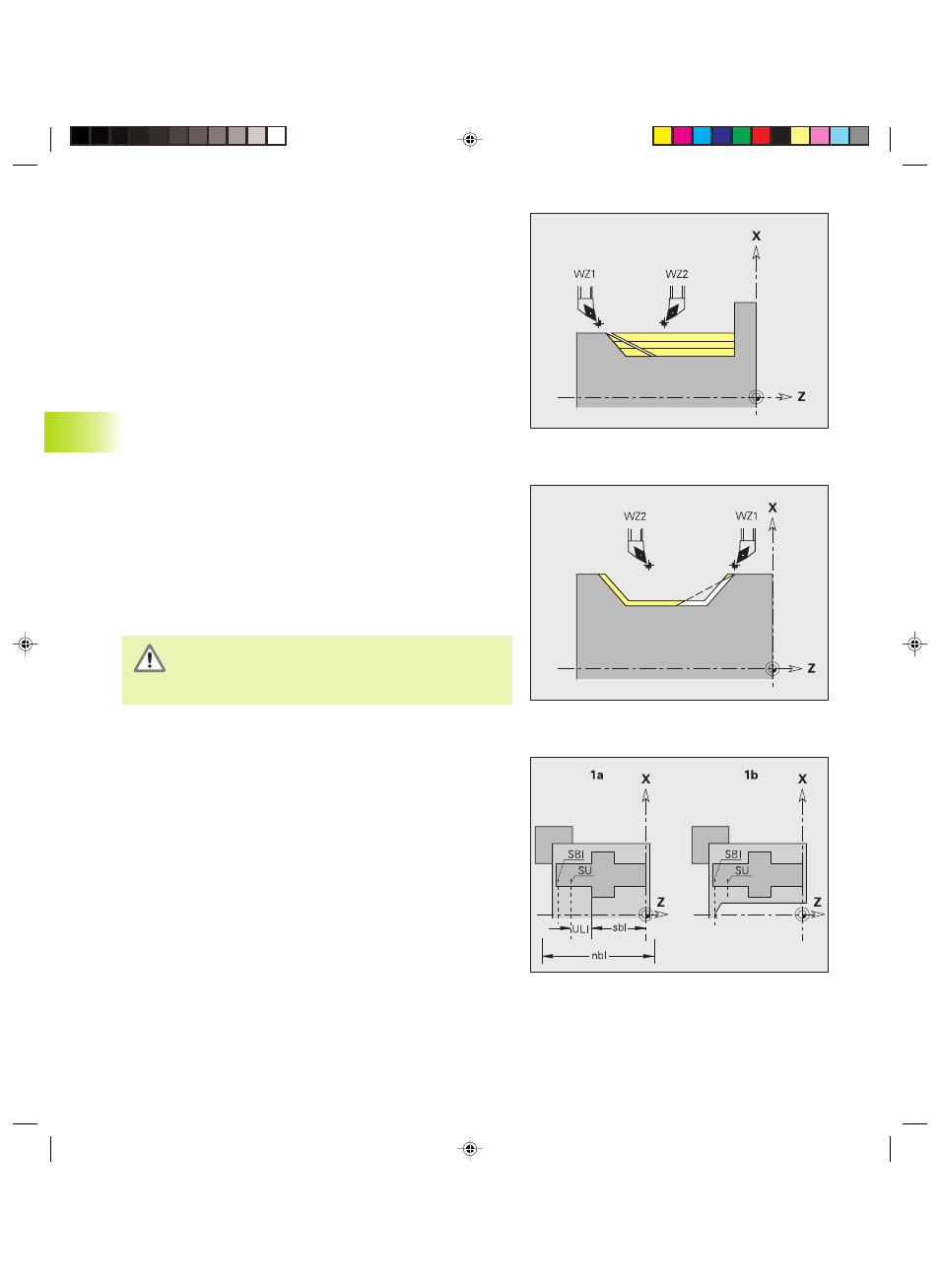
Se la zona svuotata contiene come elemento di chiusura un
elemento piano, la prima lavorazione di svuotamento viene eseguita
verso l'elemento piano (vedi figura).
■
Se i due utensili presentano lo stesso angolo di spoglia inferiore, si
lavora prima con l'utensile con il maggiore angolo di spoglia inferiore.
■
Se gli angoli di spoglia dei due utensili sono identici, si inizia a
lavorare dal lato con il minimo ”Angolo di copia in dentro”.
Attenzione Pericolo di collisione!
Durante la svuotamento nella zona interna la profondità di
entrata dell'utensile non è controllata. Occorre quindi
scegliere utensili adeguati.
6.16 Note di lavorazione
6.16.5 Profili interni
TURN PLUS lavora i profili interni continui fino al passaggio dal ”punto
più profondo” ad un diametro maggiore. Inoltre
■
Limitazione di taglio interna
■
Lunghezza sporgenza interna ULI (parametro di lavorazione 4)
definiscono fino a che posizione bisogna forare, sgrossare e rifinire. Si
presuppone che la lunghezza utile dell'utensile sia sufficiente per la
lavorazione; in caso contrario questo parametro definisce la
lavorazione interna.
8_4290BH6.pm6
21.02.2005, 08:03
326