5 istr uzioni di g eometr ia – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 103
HEIDENHAIN CNC PILOT 4290
91
Attenzione pericolo di collisioni!
Il filetto viene realizzato sulla lunghezza
dell'elemento di riferimento. Senza scarico
filettato è necessario programmare un
altro elemento lineare per la sovracorsa
filetto,
■
Q=17: filetto gas Dryseal conico NPTF US
■
Q=18: filetto gas cilindrico NPSC US con lubrificante
■
Q=19: filetto gas cilindrico NPFS US senza lubrificante
F:
Passo filetto – obbligatorio per Q=1, 3..7, 12. Per altri tipi di filetto
F viene determinato sulla base del diametro, se non
programmato (vedi ”
11.1.5
Passo del filetto”).
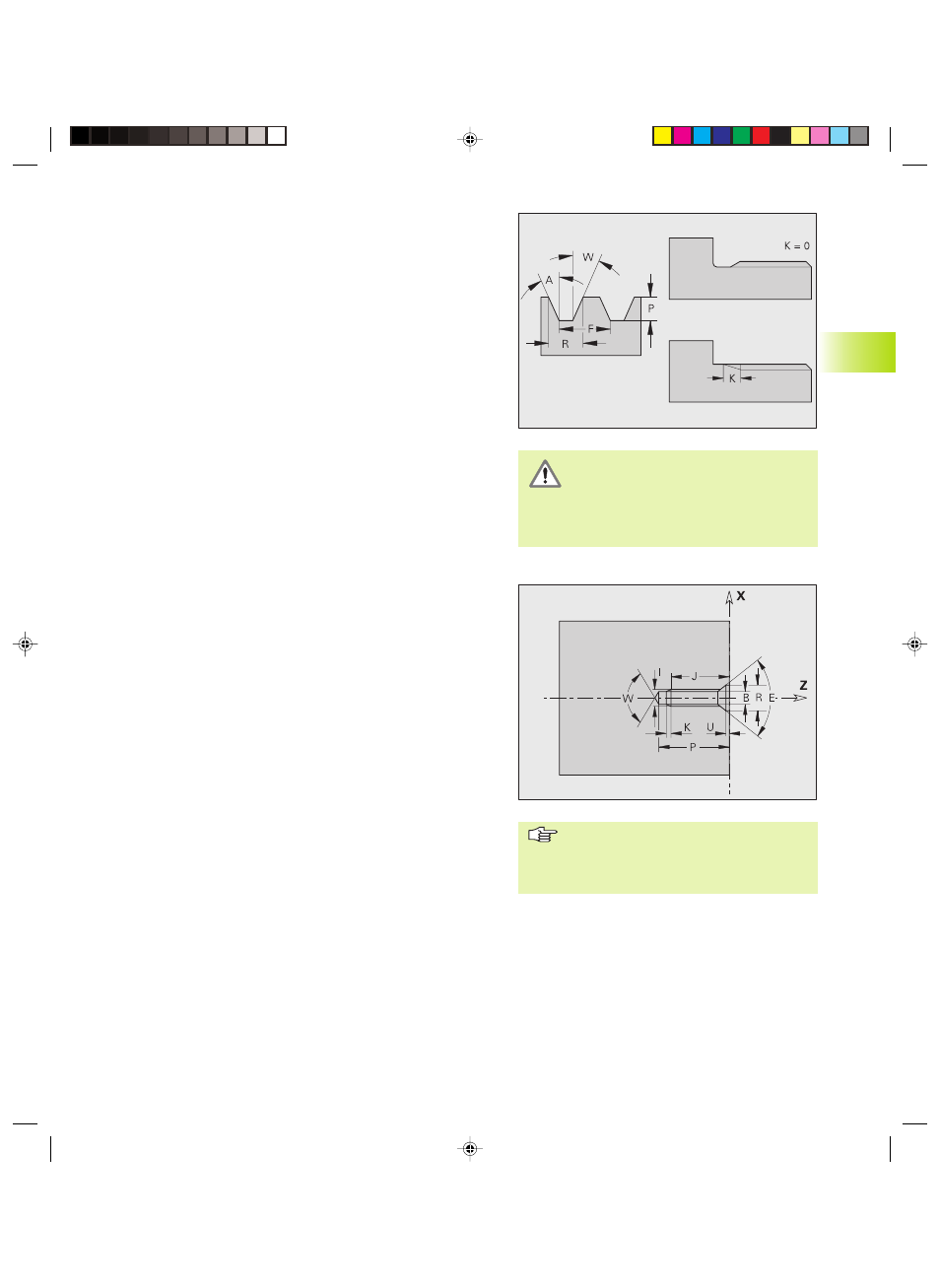
P:
Profondità filetto – Indicare soltanto con Q=12
K:
Lunghezza uscita (per filetti senza scarico filettato) – default: 0
D:
Punto di riferimento (posizione uscita filetto) – default: 0
■
D=0: uscita filetto a fine elemento di riferimento
■
D=1: uscita filetto a inizio elemento di riferimento
H:
Numero principi – default: 1
A:
Angolo fianco sinistro – Indicare soltanto con Q=12
W:
Angolo fianco destro – Indicare soltanto con Q=12
R:
Larghezza filetto – Indicare soltanto con Q=12
E:
Passo variabile (aumenta/diminuisce il passo di E ogni giro) –
default: 0
Foro (concentrico) G49-Geo
Foro singolo con allargatura e filetto sull'asse rotativo (lato frontale o
posteriore). Il foro G49 non è parte del profilo, ma un elemento
sagomato.
Parametri
Z:
Posizione inizio foro (punto di riferimento)
B:
Diametro foro
P:
Profondità foro (senza punta)
W:
Angolo al vertice – default: 180°
R:
Diametro di allargatura
U:
Profondità di svasatura
E:
Angolo di allargatura
I:
Diametro filetto
J:
Profondità filetto
K:
Imbocco filettato (lunghezza uscita)
F:
Passo del filetto
V:
Filetto sinistrorso o destrorso – default: 0
■
V=0: filetto destrorso
■
V=1: filetto sinistrorso
A:
Angolo (posizione foro) – default: 0
■
A=0: superficie frontale
■
A=180: lato posteriore
O:
Diametro di centratura
■
Programmare l'istruzione G49 nella
sezione PARTE FINITA (non in SUPERFICIE
FRONTALE o LATO POSTERIORE).
■
Lavorare il foro G49 con G71...G74.
4.5 Istr
uzioni di g
eometr
ia
6_4290BH4.pm6
21.02.2005, 08:03
91