9 cicli di foratura – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 159
HEIDENHAIN CNC PILOT 4290
147
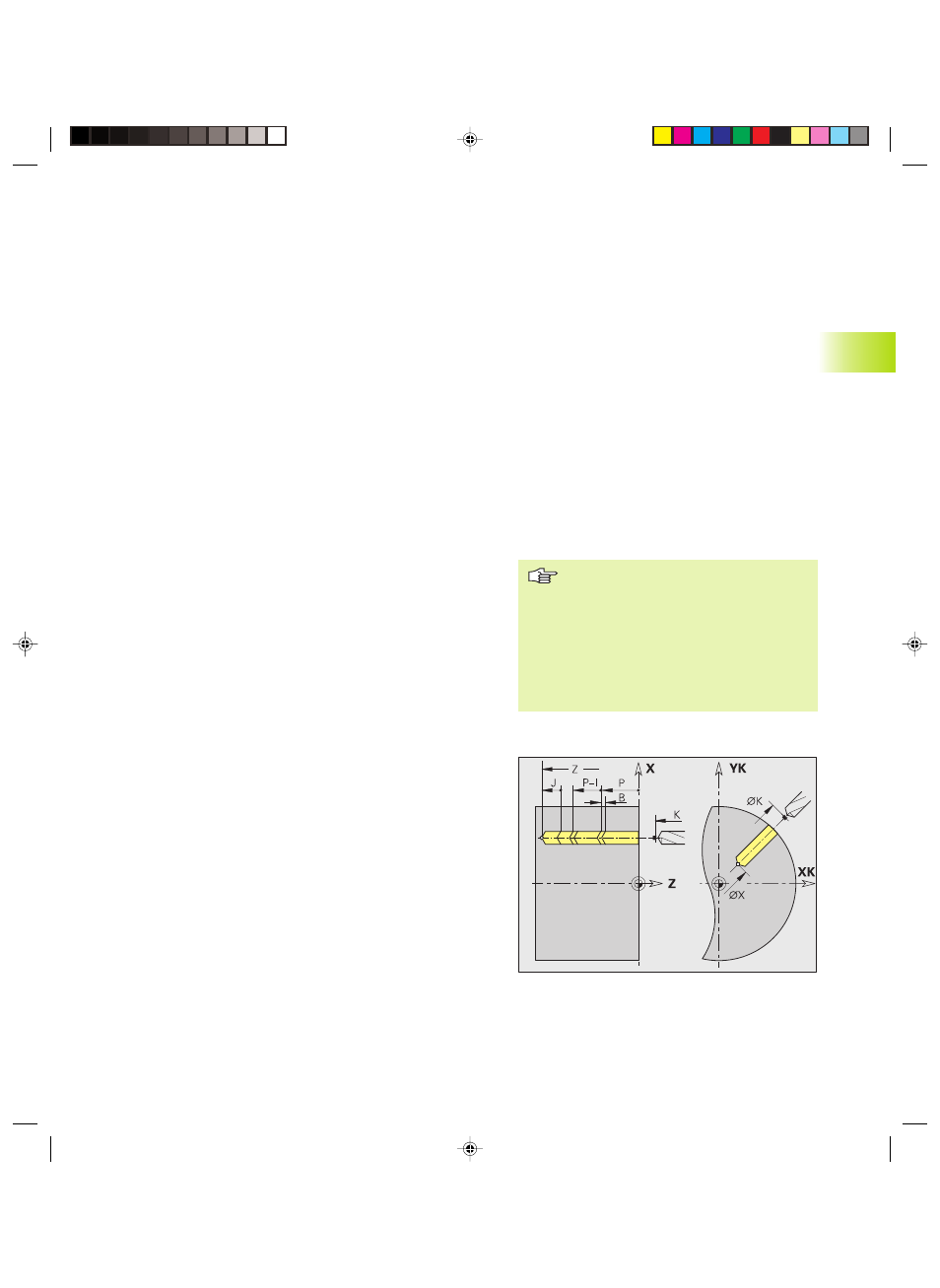
Foratura profonda G74
L'istruzione G74 esegue fori assiali/radiali in diverse passate con
utensili fissi o motorizzati.
l primo foro viene eseguito con la ”1a profondità foro P”. Ad ogni
successiva fase di foratura la profondità viene ridotta del ”Valore di
riduzione I”, senza scendere al di sotto della ”Profondità di foratura
minima J”. Dopo ogni passata la punta viene ritratta della ”Distanza di
ritorno B” ovvero sul ”Punto di partenza foro”.
Il ciclo viene impiegato per:
■
Foro singolo senza descrizione profilo
■
Foro con descrizione profilo (foro singolo o sagoma di fori) delle
sezioni programma:
■
SUPERFICIE FRONTALE
■
LATO POSTERIORE
■
SUPERFICIE CILINDRICA
È il tipo di punta a determinare quando impiegare una riduzione
avanzamento:
■
Punte con inserto e punte elicoidali con angolo di foratura di 180°:
riduzione a fine foro – 2*distanza di sicurezza
■
Altre punte:
fine foro – lunghezza imbocco – distanza di sicurezza
(lunghezza imbocco=punta utensile; distanza di sicurezza: vedi
”parametro di lavorazione 9 Foratura o G47, G147”)
Parametri
NS:
Numero blocco profilo foro (G49-Geo, G300-Geo o G310-Geo) –
Nessuna immissione: foro singolo senza descrizione profilo
X, Z: Posizione, lunghezza – Punto finale per fori assiali/radiali (X come
quota diametro)
P:
1a profondità foro
I:
Valore di riduzione – default: 0
B:
Distanza di ritorno – default: a ”Punto iniziale foro”
J:
Profondità foro minima – default: 1/10 di P
E:
Tempo di sosta (per rottura trucioli a fine foro) – default: 0
V:
Riduzione avanzamento (50%) – default: 0
■
V=0 o 2: riduzione a inizio
■
V=1 o 3: riduzione a inizio e fine
■
V=4: riduzione a fine
■
V=5: senza riduzione
eccezione con V=0 e V=1: senza riduzione per foratura con
punte con inserto e punte elicoidali con angolo di foratura di 180°
D:
Velocità di ritorno e avanzamento all'interno del foro – default: 0
■
D=0: rapido
■
D=1: avanzamento
K:
Piano di ritorno (fori radiali: quota diametro) – default: alla
posizione di partenza o a distanza di sicurezza
4.9 Cicli di foratura
Esecuzione ciclo
1 Per ”Foro senza descrizione profilo”:
Premessa: la punta si trova a distanza di sicurezza
davanti al foro (”Punto di partenza”)
Per ”Foro con descrizione profilo”:
Avvicinamento in rapido al ”Punto di partenza” in
funzione di ”K”:
■
K non programmato: avvicinamento fino alla
distanza di sicurezza
■
K programmato: traslazione su posizione ”K” e
quindi avvicinamento alla distanza di sicurezza
2 Foratura – Riduzione avanzamento in funzione di
”V”
3 Foratura in diverse fasi
4 Foratura passante – Riduzione avanzamento in
funzione di ”V”
5 Ritorno: in rapido/avanzamento in funzione di ”D”
6 Posizione di ritorno in funzione di ”K”:
■
K non programmato: ritorno al ”Punto di
partenza”
■
K programmato: ritorno sulla posizione ”K”
■
Foro singolo senza descrizione profilo:
programmare in alternativa ”X o Z”.
■
Foro con descrizione profilo: non
programmare ”X, Z”.
■
Sagoma di fori: ”NS” visualizza il foro sul
profilo (non sulla definizione sagoma).
■
Una ”Riduzione avanzamento alla fine”
viene eseguita solo all'ultima fase di
foratura.
6_4290BH4.pm6
21.02.2005, 08:03
147