1 1 at tr ezzaggio – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 294
6 TURN PLUS
282
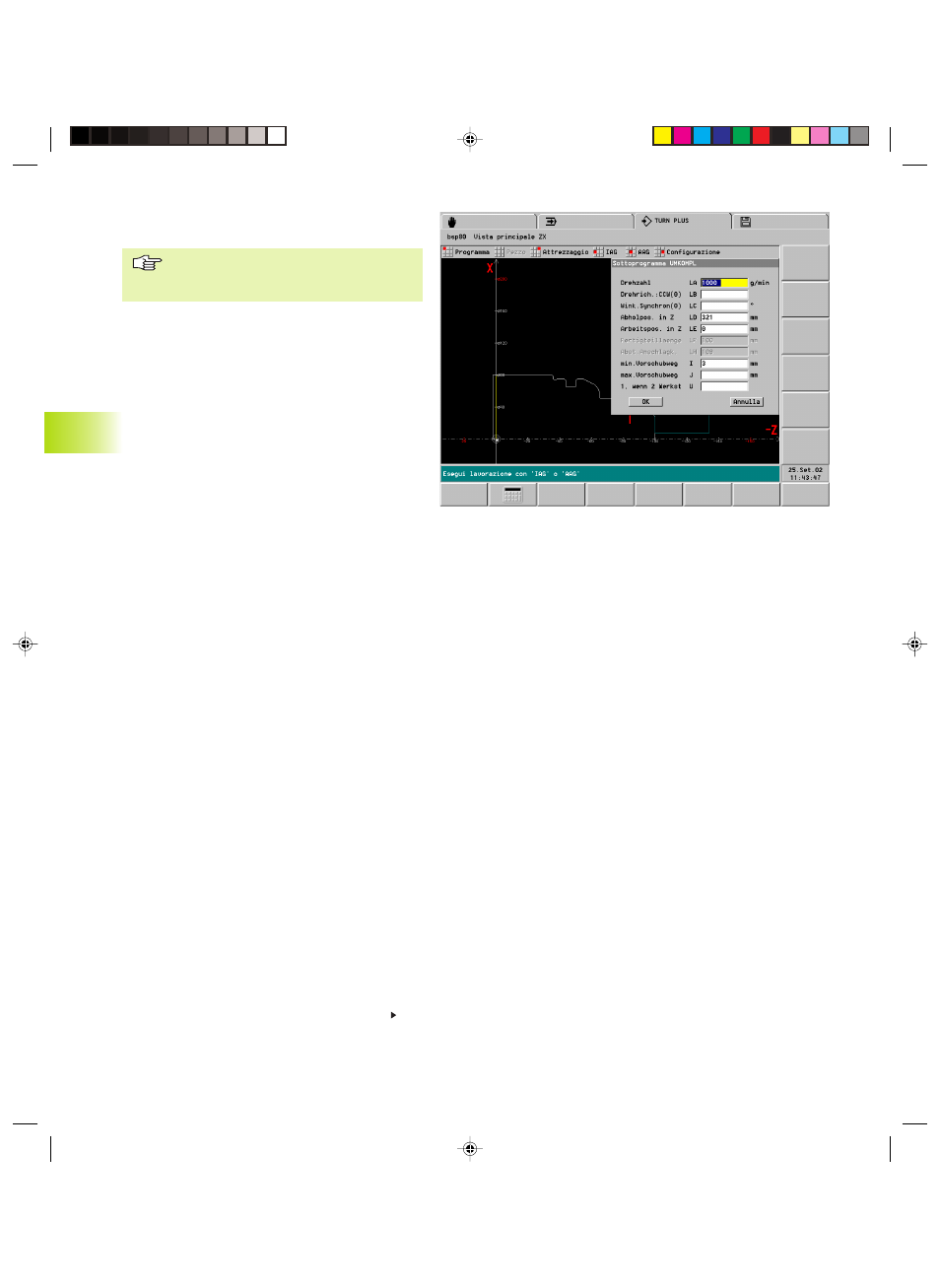
TURN PLUS imposta i parametri definiti come
proposta di valori. Verificare o integrare i valori.
Il significato dei parametri di trasferimento
dipende dal nome del programma per
esperti.
Parametri di trasferimento del programma per
esperti ”UMKOMPL”
Numero di giri per trasferimento pezzi (LA)
Senso di rotazione mandrino (LB):
■
0: CCW
■
1: CW
Sincronizzazione numero di giri o angolare (LC):
■
0: sincronizzazione angolare senza offset
angolare
■
>0: sincronizzazione angolare con offset
angolare predefinito
■
<0: sincronizzazione numero di giri
Posizione recupero in Z (LD):
■
0: posizione di recupero in quota macchina 1
■
1..6: posizione di recupero in quota
macchina 1..6
■
≠
0..6: posizione di recupero – calcolo
valore proposto: vedi disegno
Posizione di lavoro in Z (LE):
valore proposto: offset punto zero ad es. da
parametro macchina 1164 per asse Z $1
(vedi disegno)
Lunghezza parte finita (LF): da descrizione pezzo
Distanza spigolo di battuta (LH): distanza punto di
riferimento portapezzo – spigolo di battuta
ganascia, definita dal secondo serraggio
Percorso di avanzamento minimo (I):
■
senza traslazione a battuta fissa: distanza
di sicurezza sul pezzo da recuperare – valore
proposto: da ”Distanza di sicurezza su parte
grezza” (parametro di lavorazione 2)
■
con traslazione a battuta fissa: consultare
il manuale della macchina
Percorso di avanzamento massimo (J):
■
Nessuna immissione: senza traslazione a
battuta fissa
■
Con immissione: con traslazione a battuta
fissa – significato dei parametri I e J:
consultare il manuale della macchina
1, se 2 pz (U): è irrilevante
6.1
1 At
tr
ezzaggio
Continua
8_4290BH6.pm6
21.02.2005, 08:03
282